КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка схемы базирования заготовки. Выбор установочных элементов
|
|
|
|
ЛЕКЦИЯ 2
2.1. Способы базирования заготовки
В зависимости от заданной технологической операции может потребоваться полная или частичная ориентация заготовки в пространстве относительно выбранной системы координат (режущего инструмента или неподвижных частей станка). При полной ориентации заготовке придается определенное единственно возможное положение в приспособлении. При частичной ориентации по условиям обработки не требуется точная установка заготовки или допускается ее произвольное положение (поворот) относительно какой-либо оси (например, установка кольца или диска в кулачках патрона). Это позволяет упростить установочную схему и конструкцию приспособления в целом.
 |
Установку заготовок по технологическим базам производят тремя способами. По первому способу базы заготовки плотно прижимают к установочным элементам приспособления. Число опор (точек), на которые устанавливают заготовку, должно быть равным шести (правило шести точек); их взаимное расположение должно обеспечивать устойчивую установку заготовки в приспособлении. Для этой цели расстояние между опорами следует выбирать по возможности большим и, во всяком случае, таким, чтобы под действием силы тяжести не возникало опрокидывающего момента.
Второй способ, используемый при обработке заготовок малой жесткости или недостаточной их устойчивости вследствие малой протяженности базовых поверхностей, предусматривает увеличение числа опорных точек (более шести).
 |
На рис. 2.2. приведен пример установки прямоугольной заготовки с длинным нежестким кронштейном, у которого обработке подвергается торец бобышки. Помимо основных шести опор, на которые заготовка ставится базовыми плоскостями 1,2 и 3 и зажимается прижимом, здесь применена дополнительная подводимая опора 4, к которой заготовку прижимает вспомогательный зажимной механизм.
|
|
|
Третий способ базирования применяется на оборудовании с ЧПУ (станках и координатно-измерительных машинах). После установки заготовки в приспособлении проверяют фактическое положение ряда поверхностей заготовки. Отклонение в положении за данной поверхности может быть компенсировано смещениями и поворотами стола станка, соответствующей коррекцией управляющей программы.
2.2. Схемы базирования заготовки
Рассмотрим несколько основных схем базирования заготовки в
 приспособлении.
приспособлении.
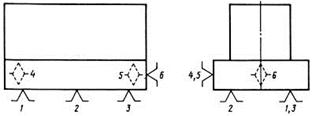
Рис. 2.3. Базирование призматической заготовки в «координатный угол»
Схема 1. Базирование заготовки комплектом плоских поверхностей (координатный угол). Комплект баз: установочная (точки 1, 2, 3); направляющая (точки 4, 5), опорная (точка 6).
Схема 2. Базирование призматической заготовки по плоскости и двум штырям – цилиндрическому и срезанному (ромбическому).
Комплект баз: установочная (точки 1, 2, 3); опорные (точки 4, 5, 6).
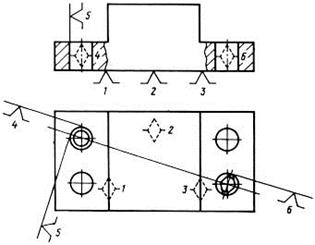
Рис. 2.4. Базирование призматической заготовки по плоскости и двум штырям
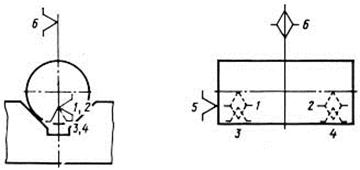 |
Схема 3. Базирование цилиндрической заготовки в призме. Комплект баз: двойная направляющая (точки 1, 2, 3, 4, 5); опорные (точки 5, 6).
Рис. 2.5. Базирование цилиндрической заготовки в призме
Схема 4. Базирование цилиндрической заготовки в трехкулачковом патроне при токарной обработке. Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).
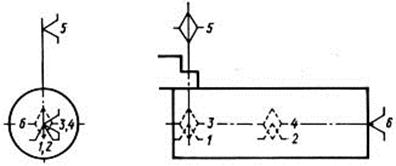
Рис. 2.6. Базирование в трехкулачковом патроне
Схема 5. Базирование корпусной детали в конусах по главному отверстию.
Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).
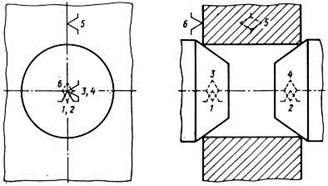
Рис. 2.7. Базирование корпусной детали в конусах
|
|
|
Схема 6. Базирования цилиндрической заготовки в центрах токарного станка.
Комплект баз: двойная направляющая (точки 1, 2, 3, 4); опорные (точки 5, 6).
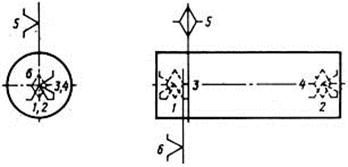 |
Рис. 2.8. Базирования цилиндрической заготовки в центрах
2.3. Основные элементы приспособлений
По функциональному назначению все элементы станочных приспособлений подразделяются:
1) на установочные элементы, определяющие положение заготовки в приспособлении и реализующие выбранную схему базирования;
2) зажимные элементы — устройства и механизмы для закрепления заготовки, обеспечивающие неотрывность ее базовых поверхностей от установочных элементов в процессе обработки;
3) силовые механизмы и устройства, обеспечивающие требуемую силу закрепления (механические, электрические, пневматические, гидравлические и др.);
4) элементы для направления режущего инструмента и определения его положения;
5) вспомогательные устройства — для изменения положения заготовки в приспособлении (поворотные столы, делительные головки), соединения между собой элементов приспособлений и регулирования их положения;
 |
6) корпуса, на которых закреплены все остальные элементы.
Для примера на рис. 2.9 приведены элементы станочного приспособления.
2.4.Установочные элементы приспособлений
Установочными элементами (опорами) называются детали и механизмы приспособления, обеспечивающие правильное и однообразное положение заготовки относительно инструмента или ориентирующего устройства сборочного исполнительного механизма.
Длительное сохранение точности размеров этих элементов и их взаимного расположения необходимо учитывать при конструировании и изготовлении приспособлений.
К установочным элементам (УЭ) предъявляются следующие требования:
1) число и расположение установочных элементов должно обеспечивать необходимую ориентацию заготовки согласно принятой в технологическом процессе схеме базирования, а также ее устойчивость;
2) при использовании черновых баз с шероховатостью Rz > 20 установочные элементы целесообразно выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей этих баз на устойчивость заготовки;
|
|
|
3) установочные элементы по возможности не должны повреждать технологические базы заготовки, что особенно важно при ее установке на точные базы, не подвергаемые дальнейшей обработке;
4) установочные элементы должны быть жестко зафиксированы. Для повышения жесткости крепления целесообразно улучшать качество сопряжения установочных элементов с корпусом приспособления, применяя шлифование, а в отдельных случаях шабрение или притирку поверхностей стыка;
5) для повышения износостойкости опоры используют стали марок У8А, 20, 20Х с последующей термической обработкой — закалкой до твердости 58…62 HRC. Установочные элементы из низкоуглеродистых конструкционных сталей марок 20, 20Х предварительно подвергают цементации на глубину 0,8… 1,2 мм. Для уменьшения износа рабочие поверхности УЭ, контактирующие с базовыми поверхностями заготовок или деталей (узлов), хромируют или, используя метод наплавки, наносят на поверхность твердый сплав. Несущие поверхности опор целесообразно шлифовать, доводя шероховатость до Ra < 0,63;
6) в целях упрощения и ускорения ремонта приспособления его установочные элементы должны быть легкосменными.
Различают опоры основные, с помощью которых заготовку лишают степеней свободы, и вспомогательные, ужесточающие технологическую систему. Кроме того, опоры бывают неподвижными, подвижными, плавающими и регулируемыми.
Основные установочные элементы характеризуются тем, что каждый из них реализует одну или несколько опорных точек для базирования заготовки. Будучи соответствующим образом размещенными в приспособлении, они образуют необходимую при выбранном способе базирования совокупность опорных точек. К основным опорам относятся: опорные штыри, пальцы, пластины, центры, призмы (ГОСТ 12193-12197, 12209-12216, 13440-13442, 4743). Наиболее часто заготовки устанавливают плоскими поверхностями на опорные штыри и пластины.
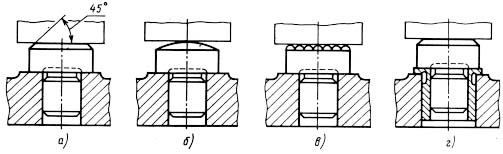
Рис. 2. 10. Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а – с плоской головкой для установки детали по обработанной поверхности;
|
|
|
б – со сферической головкой для установки детали по необработанным поверхностям;
в – с насечкой для установки детали по необработанным поверхностям и чугунных деталей; г – опорный штырь, установленный в стальную закаленную переходную втулку.
При использовании штыря с плоской головкой (рис. 2.10, а) база заготовки должна быть предварительно обработана. Давление на такой штырь не должно превышать 40 Мпа. Для штыря со сферической головкой (рис. 2.10, б), воспринимающего нагрузку до 30 кН, база заготовки может быть не обработана. Требования к штырю с насеченной головкой (рис. 2.1, в) аналогичны требованиям, предъявляемым к штырю со сферической головкой, однако из-за того, что сила трения насеченной головки с заготовкой больше, сила зажима может быть меньше.
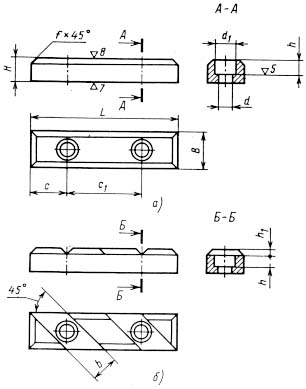 |
Рис. 2.11. Опорные пластины двух типов ГОСТ 4743-68:
а – плоские; б – с наклонными пазами для размещения в пазах стружки.
Заготовки типа тела вращения наружными поверхностями устанавливают в призмы — установочные элементы с рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными друг к другу под углом. Конструкции и размеры призм для установки коротких заготовок стандартизованы.
В приспособлениях используют призмы с углами α, равными 60°, 90° и 120°. Наибольшее распространение полуОС призмы с α =90°. Призмы с α =120° применяют, когда заготовка не имеет полной цилиндрической поверхности и по небольшой дуге окружности нужно определить положение оси детали. Заготовка, помещенная на таких призмах, имеет небольшую устойчивость. Призмы с углом α =60° применяют для повышения устойчивости в том случае, когда имеются значительные силы резания, действующие параллельно оси призмы.
При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями, а с черновыми базами — с узкими опорными поверхностями.
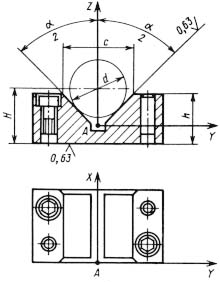 | 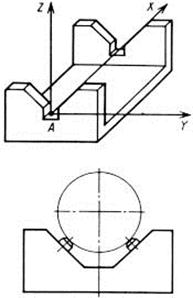 | ||
Рис. 2.12. Призма ГОСТ 12195-68
а) для установки цилиндрических заготовок по “чистым” (обработанным) поверхностям
б) призма для установки цилиндрических заготовок большой длины по “черным” (необработанным) поверхностям.
Если по условиям обработО длинную заготовку необходимо поставить на несколько призм, то две из них делают жесткими (основные опоры), а остальные подводимыми (вспомогательные опоры). Призмы, также как и штыри могут быть регулируемыми.
Базирование заготовки по двум цилиндрическим отверстиям — на установочные пальцы и плоскость — обеспечивают необходимую точность установки. Увеличение числа пальцев не дает повышения точности обработки.
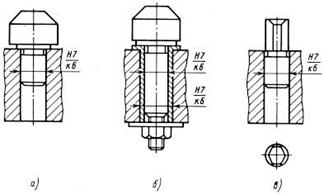 |
Рис. 2.13. Установочные пальцы приспособлений
а – постоянные цилиндрические ГОСТ 12209-66; б – сменные цилиндрические ГОСТ 12211-66; в – постоянные срезанные ГОСТ 12210-66.
На рис. 2.13 приведены конструкции установочных пальцев
 |
а —цилиндрической поверхностью по цилиндрической расточке; б — сферой по конической расточке, в – конической расточной по сфере г – с рычагом и плунжерами,
д — с подпружиненными клиньями (1 – заготовка)
Вспомогательные (дополнительные) установочные элементы предназначены для придания дополнительных жесткости или устойчивости заготовки в процессе обработки. Дополнительная опора не должна нарушать положение заготовки, достигнутое при установке на основные УЭ, поэтому дополнительные УЭ делают подвижными (подводимыми или самоустанавливающими). Однако после установки заготовки дополнительные УЭ необходимо жестко зафиксировать, превратив систему в жесткую.
Неподвижные опоры используют только в качестве основных. Регулируемые опоры применяются в качестве основных и вспомогательных опор. Как основные они служат для установки заготовок необработанными поверхностями при больших изменениях припуска на механическую обработку, а также при выверке заготовок по разметочным рискам.
Плавающие опоры обычно применяют в качестве вспомогательных, но если заготовка имеет сложную форму и установить ее только на постоянные опоры трудно, то плавающие опоры можно применять в качестве основных.
К подвижным опорам относятся люнеты, призмы и т.п.
Контрольные задания.
Задание 2.1.
Какие существуют способы базирования заготовки?
Задание 2.2.
Перечислите основные схемы базирования заготовки
Задание 2.3.
Как подразделяются элементы приспособлений по функциональному назначению?
Задание 2.4.
Назовите основные виды установочных элементов приспособления
Задание 2.5.
В каких случаях используются самоустанавливающиеся опоры?
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 23668; Нарушение авторских прав?; Мы поможем в написании вашей работы!