КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор элементов конструкции КИП
|
|
|
|
12.3.1. Установочные элементы КИП
Установочные (базирующие) элементы предназначены для правильной установки контролируемой детали на КИП относительно заданных координат. Точность контроля детали в первую очередь зависит от точности установки, то есть от конструкции и точности изготовления установочных элементов. При установке базовые поверхности контролируемого объекта находятся в контакте с установочными элементами, что приводит к износу их поверхностей, а, следовательно, к снижению точности измерения. Поэтому установочные элементы изготавливают из износостойких материалов, например из сталей 20 или 20Х с последующей цементацией и закалкой, или из высокоуглеродистых и легированных сталей с закалкой до твердости 58-62 HRC. Обычно базовыми поверхностями контролируемой детали являются плоскости, наружные и внутренние цилиндрические поверхности. Способ базирования определяет схему контроля, а она конструкцию установочных элементов и их размещение на корпусе КИП.
При базировании контролируемых деталей по плоской базовой поверхности установочные элементы оформляются в виде опорного кольца, секторов, пластины или опорных штырей, которые закрепляются на корпусе приспособления. Базирование по наружной цилиндрической поверхности контролируемой детали осуществляют с установкой в призму, жесткое кольцо, втулку и в самоцентрирующие устройства.
Способ установки в призму широко используется для контроля отклонений формы и расположения поверхностей, однако в этом случае на погрешность измерения влияют колебания размера базовой поверхности детали в пределах допуска (погрешность несовмещения баз) и погрешности, вызванные изготовлением призмы, её расположением на приспособлении и износом контактирующих поверхностей. Для повышения износоустойчивости в контрольных приспособлениях применяются призмы с вращающимися роликами (рис. 3.3а) и поворотными сухарями (рис. 3.36).
|
|
|
а) б)
Рис. 12.1. Примеры призм повышенной износоустойчивости
 |
Способ установки в жесткое кольцо или втулку применяется сравнительно редко, так для уменьшения погрешности зазор должен быть минимальным, а поместить контролируемую деталь в отверстие с малым зазором достаточно трудно. Способ установки контролируемых деталей по наружной цилиндрической базе в самоцентрирующих устройствах
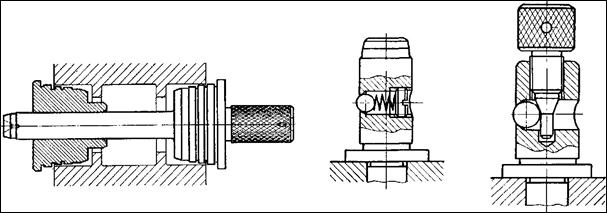
Рис. 12.2. Примеры оправок
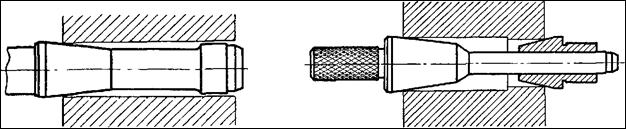
(элементах) позволяет достичь высокой точности базирования.
Рис. 12.3. Примеры базирования по цилиндрическому отверстию
Установку производят в мембранные патроны или в патроны с гидропластом, в которых центрирование и зажим деталей осуществляются за счет упругой деформации мембраны и тонкостенной втулки. Может быть достигнута высокая точность центрирования деталей порядка 0,002 - 0,005 мм. Широко распространено базирование контролируемых деталей по базовому цилиндрическому отверстию (рис. 12.3). Для этого используют цилиндрические пальцы и оправки (жесткие, разжимные, конические). При установке на жесткий цилиндрический палец или оправку, всегда возникает радиальный зазор, что снижает точность измерения. Для уменьшения радиального зазора используют ступенчатые оправки под разные размеры отверстия (рис. 12.2) и различные конструкции разжимных оправок. В контрольных приспособлениях широко применяются разжимные оправки и пальцы на основе подпружиненных шариков (рис. 12.2).
Биение конусной части оправки относительно оси её центровых отверстий задают в диапазоне 0,003 - 0,015 мм.
Конструкцию и разновидности различных установочных элементов можно найти в справочной литературе по технологической оснастке, причем большинство установочных элементов являются стандартизованными.
|
|
|
12.3.2. Зажимные элементы КИП
Для надежной установки проверяемых деталей на контрольных приспособлениях служат зажимные элементы и устройства. Они должны закреплять деталь, не вызывая при этом её смещений и деформаций, и обеспечивать надежность установки проверяемой детали относительно измерительного устройства.
Таким образом, условия работы зажимов контрольных приспособлений принципиально отличаются от условий работы зажимов в станочных приспособлениях, которым приходится противодействовать значительным силам резания. В ряде случаев - при устойчивом базировании проверяемой детали на контрольном приспособлении, когда центр тяжести совпадает с геометрическим центром детали, а силы, создаваемые измерительным устройством, не нарушают положения детали - вообще отпадает необходимость в зажимном устройстве.
Необходимым требованием к зажимным устройствам является быстрота управления зажимом, что уменьшает вспомогательное время контрольной операции. Поэтому при проектировании контрольного приспособления рекомендуется пользоваться преимущественно быстродействующими рычажными, эксцентриковыми и байонетными зажимами (рис. 12.4), а при необходимости механизации приспособления - пневматическими.
Применение винтовых зажимов не рекомендуется вследствие их низкой производительности и малой чувствительности.
Расчет требуемой силы закрепления детали в КИП производится исходя из требования обеспечения неподвижности детали при воздействии на неё измерительных сил, сил тяжести и инерции. Если при закреплении детали она центрируется, то сила, действующая со стороны зажимного элемента должна быть достаточной для смещения детали. Особенно это касается КИП для тяжелых деталей.
12.3.3. Передаточные элементы КИП
Основное назначение передаточных устройств - передача измеренных величин на некоторое расстояние от измеряемой поверхности; изменение направления передаваемых величин; предохранение измерительного наконечника прибора от непосредственного контакта с контролируемой деталью. Передаточные устройства подразделяются на две основные группы: прямые и рычажные.
|
|
|
Прямые передаточные устройства рекомендуется применять в тех случаях, когда контактирующая с измерительным наконечником поверхность детали перемещается относительно индикатора (например, при проверке биения), причем промежуточный стержень, в случае износа, может быть легко заменен новым. Так же прямая передача позволяет контролировать поверхности, недоступные непосредственно для стержня индикатора.
Рычажные передачи применяются для углового изменения направления передаваемых измеренных величин, для передачи их в направлении, параллельном исходному, но не находящемся с ним на одной прямой, и для преобразования (увеличения или уменьшения) передаваемой величины. При использовании увеличивающих рычагов рекомендуется принимать передаточные отношения равные 1,5:1, 2:1, 3:1 и реже 5:1.
12.3.4. Средства измерения КИП
Выбор средства измерения в первую очередь зависит от заданной точности контролируемого параметра детали, то есть от допуска на этот параметр. Любой вид измерительных средств создает соответствующую погрешность измерения, и чем меньше погрешность измерения, тем большая часть допуска остается на обработку контролируемого параметра, а, следовательно, упрощается процесс обработки детали. Однако применение высокоточных средств измерения при сравнительно больших допусках на обработку нецелесообразно, так как это увеличивает стоимость средств измерения. Поэтому для каждого квалитета точности контролируемого параметра должны быть выбраны оптимальные средства контроля с определенной допустимой погрешностью измерения.
При выборе средств измерения предпочтение отдают наиболее простым и дешевым средствам, к которым относятся различные стандартизованные калибры (скобы, пробки, шаблоны) и универсальные измерительные инструменты (штангенциркули, микрометры, нутромеры, глубиномеры и др.). Однако часто эти средства не полностью удовлетворяют заданным метрологическим требованиям или требуемым экономическим показателям. Особенно это проявляется в двух случаях: при необходимости осуществлять контроль с высокой точностью и достоверностью, и при необходимости осуществлять контроль в труднодоступных местах детали, где прямые измерения невозможны, а косвенные приводят к увеличению погрешности измерения и к снижению достоверности контроля. Кроме того, в ряде случаев применение универсальных средств измерения не представляет возможным, например, при контроле биения, формы поверхностей или их взаимного расположения, особенно для деталей сложной конфигурации. Часто они не могут проконтролировать угловые или линейные размеры, относящиеся к группе прочих и др. Во всех этих случаях рекомендуют применять КИП и соответствующие средства измерения. Их применение позволяет значительно повысить производительность контроля и осуществлять комплексный контроль взаимосвязанных параметров детали. Их недостатком является то, что они не могут использоваться на рабочих местах станочников для контроля в процессе обработки.
|
|
|
Основным средством измерения в конструкции большинства специальных КИП являются измерительные головки или индикаторы различного вида.
Измерительные головки - это приборы, предназначенные для измерений линейных размеров деталей (как абсолютным, так и относительным методом), отклонений формы и расположения поверхностей. Их принцип действия основан на преобразовании малого линейного перемещения измерительного стержня, находящегося в контакте с объектом измерений, в большие перемещения - в виде отклонений стрелки отсчетного устройства относительно штрихов круговой шкалы.
В зависимости от конструкции преобразующего механизма, измерительные головки делят на зубчатые, рычажные, рычажно-зубчатые, ры-чажно-пружинные, пружинные и пружинно-оптические головки. В машиностроении наиболее широко применяются зубчатые и рычажно-зубчатые измерительные головки, первые называют индикаторами часового типа, а вторые - рычажно-зубчатыми индикаторами.
Индикаторы часового типа (ИЧ) - это приборы, являющиеся измерительными головками с зубчатым механизмом преобразования.
Индикаторы рычажно-зубчатые (ИР) - это приборы, являющиеся измерительными головками с рычажно-зубчатым механизмом преобразования.
При выборе средств измерения учитывают: цену деления, которая должна соответствовать точности контролируемого параметра; диапазон измерений, который должен превышать диапазон изменения контролируемого параметра; погрешность средства измерения.
Если допустимая погрешность измерения приспособления достаточно большая, то выбирают средства измерения нормальной точности, так как они более дешевые, если требования к точности КИП высокие, то выбирают средства измерения повышенной точности (например, класса 0).
Контрольные задания.
Задание 12.1.
На чем основывается расчет экономической эффективности применения приспособлений?
Задание 12.2.
Как выбирают срок амортизации приспособлений в случае, когда срок выпуска деталей неизвестен?
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1528; Нарушение авторских прав?; Мы поможем в написании вашей работы!