КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы оценки шероховатости и состояния поверхностного слоя
|
|
|
|
Оценка шероховатости поверхности производится сравнением с эталоном, шероховатость которого известна, и непосредственным измерением с помощью специальных приборов. При первом методе, широко применяемом в производстве, сравнение шероховатостей поверхности деталей и эталона ведут визуально при помощи лупы или микроскопа модели МС-49.
Для определения высоты микронеровностей применяют щуповые и оптические приборы. Щуповые приборы разделяются на профилометры и профилографы. Действие профилометра основано на ощупывании микронеровностей поверхности иглой с радиусом закругления 2—12 мкм и преобразования механических колебаний иглы в изменения напряжения электрического тока индуктивным методом. Профилометрами определяется численное значение высоты микронеровностей по Ra в пределах 6—12-го классов шероховатости. К числу этих приборов относятся профилометры В. М. Киселева КВ-7М, В. С. Чамана ПЧ-3 и др.
Для отражения на светочувствительной или специальной диаграммной бумаге микропрофиля поверхности в увеличенном масштабе применяются профилографы. Заводом «Калибр» выпускается профилограф-профилометр «Калибр-ВЭИ», позволяющий оценивать шероховатость 6—14-го классов. Прибор снабжен устройством для записи профилограмм и позволяет определять высоту микронеровностей по Ra, как и в профилометре КВ-7М. Колебания алмазной иглы прибора преобразуются индуктивным методом в изменения напряжения электрического тока. К оптическим приборам для измерения шероховатости поверхности 3—9-го классов в лабораторных условиях относится двойной микроскоп МИС-11 конструкции акад. В. П. Линника. Для оценки шероховатости 10—14-го классов применяются интерференционные микроскопы МИИ-1 и МИИ-5 и др. Действие приборов основано на интерференции света. Для определения высоты микронеровностей в труднодоступных местах применяют метод слепков, заключающийся в том, что на исследуемую поверхность наносят пластические материалы (пластмассу, желатин, воск и др.) и по полученному отпечатку судят о степени шероховатости поверхности. Шероховатость поверхности и точность зависят от способов механической обработки, а при одном и том же способе — от режимов обработки (скорость резания и подачи), свойств и структуры обрабатываемого материала, вибрации инструмента и детали в процессе обработки, жесткости системы СПИД и др.
|
|
|
Помимо шеро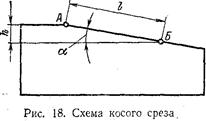 ховатости на качество поверхности оказывает влияние структура металла поверхностного слоя детали. В процессе обработки под влиянием высокого давления инструмента и высокого нагрева структура поверхностного слоя изменяется и существенно отличается от структуры основного металла. Поверхностный слой получает повышенную твердость вследствие наклепа, и в нем возникают внутренние напряжения. Глубина и степень наклепа зависят от свойств металла деталей, способов и режимов обработки. Малоуглеродистые стали и другие пластичные и вязкие металлы, склонные к пластической деформации, подвергаются большему наклепу, чем высокоуглеродистые и легированные стали с высокой твердостью. При очень тонкой обработке глубина наклепа составляет 1—2 мкм, при грубой доходит до сотен микрон [12]. Для определения степени и глубины наклепа применяются рентгеноструктурные методы, метод косых срезов, послойное химическое стравливание. Наиболее простым является метод косых срезов, заключающийся в том, что часть обработанной поверхности образца срезают под очень небольшим углом (1—2°30/) притиранием на плите. (рис. 18) и замеряют микротвердость при помощи прибора ПМТ-3. Наклепанный слой кончается, если микротвердость перестает изменяться (точка Б). Зная длину l косого среза и угол среза α, можно определить глубину наклепа h = l sin α.
ховатости на качество поверхности оказывает влияние структура металла поверхностного слоя детали. В процессе обработки под влиянием высокого давления инструмента и высокого нагрева структура поверхностного слоя изменяется и существенно отличается от структуры основного металла. Поверхностный слой получает повышенную твердость вследствие наклепа, и в нем возникают внутренние напряжения. Глубина и степень наклепа зависят от свойств металла деталей, способов и режимов обработки. Малоуглеродистые стали и другие пластичные и вязкие металлы, склонные к пластической деформации, подвергаются большему наклепу, чем высокоуглеродистые и легированные стали с высокой твердостью. При очень тонкой обработке глубина наклепа составляет 1—2 мкм, при грубой доходит до сотен микрон [12]. Для определения степени и глубины наклепа применяются рентгеноструктурные методы, метод косых срезов, послойное химическое стравливание. Наиболее простым является метод косых срезов, заключающийся в том, что часть обработанной поверхности образца срезают под очень небольшим углом (1—2°30/) притиранием на плите. (рис. 18) и замеряют микротвердость при помощи прибора ПМТ-3. Наклепанный слой кончается, если микротвердость перестает изменяться (точка Б). Зная длину l косого среза и угол среза α, можно определить глубину наклепа h = l sin α.
|
|
|
При химическом стравливании производят периодическое измерение микротвердости постепенно удаляемых поверхностных слоев до выявления микротвердости основного металла. Стравливание стали производят в царской водке (смесь серной и соляной кислот), а цветных металлов — в едких щелочах.
Методами рентгеноструктурного анализа глубина наклепа определяется с помощью рентгенограмм, снимаемых с поверхностных слоев, последовательно стравливаемых на глубину 5—10 мкм.
После механической обработки в поверхностном слое возникают внутренние напряжения, величина и знак которых зависят от способов и режимов обработки.
Внутренние напряжения возникают под совместным действием силовых и тепловых факторов. Силовые факторы (пластические деформации) вызывают образование сжимающих напряжений, тепловые — растягивающих. Как будет показано в дальнейшем, различные параметры качества поверхности, в том числе и внутренние напряжения, оказывают большое влияние на эксплуатационные свойства особенно деталей, восстанавливаемых различными способами. Поэтому важное значение имеет выбор видов и режимов чистовой механической обработки, которые давали бы минимальное давление инструмента и минимальное повышение температуры при одновременном соблюдении требуемой шероховатости поверхности.
При тонкой абразивной обработке — хонинговании, притирании и полировании — в поверхностном слое создаются преимущественно сжимающие напряжения, в то время как при шлифовании, особенно при грубых режимах, под влиянием теплового фактора внутренние напряжения при отсутствии фазовых превращений почти всегда растягивающие [12].Фазовые превращения в металле могут быть причиной изменения знака напряжений, поскольку они вызывают образование сжимающих напряжений.
Исследование внутренних напряжений производится различными методами: Н. Н. Давиденкова, Закса-Бюллера, рентгеноструктурным анализом и др. Для достижения желаемого качества поверхностного слоя, особенно восстановленных деталей, с целью повышения их долговечности необходимо прибегать к упрочняющей технологии, как это будет изложено во втором разделе книги.
Глава VI Припуски на обработку
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1164; Нарушение авторских прав?; Мы поможем в написании вашей работы!