КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Рентгеновский и гамма-методы
|
|
|
|
Оборудование и оснастка для дефектации
Гамма-аппараты. Для получения рентгенограммы, обеспечивающей наибольшую чувствительность к дефектам, конверт с пленкой необходимо устанавливать на возможно меньшем расстоянии от детали. Чем это расстояние больше, тем меньше и чувствительность контроля. Чувствительность рентгеновского метода может понижаться в тех случаях, если при просвечивании изделия между контролируемым участком детали, источником излучения и пленкой находятся другие, мешающие контролю детали. Снижение чувствительности тем больше, чем больше толщина и плотность материала детали, мешающих просвечиванию.
Радиографический контроль изделия в эксплуатации должен проводиться транспортабельными, облегченными рентгеновскими гамма-аппаратами. К таким аппаратам относятся переносные аппараты типа РУП-120-5 и РУП-200-5, а также новые аппараты типа РАП-160-10П и РАП-160-10Н. Эти аппараты состоят из высоковольтного блока, в котором находятся рентгеновская трубка и питающий ее высоковольтный генератор, пульта управления и переносного штатива. Высоковольтный блок соединяется с пультом управления электрическим кабелем длиной 30 м. Сетевой кабель имеет длину 5 м, водопроводные шланги (для охлаждения анода трубки)— 10м. Масса высоковольтного блока РУП-120-5 равна 45 кг, масса РУП-200-5 —82 кг, масса пульта соответственно30и35кг, штатива-тележки — 40 — 43 кг.
В аппаратуре РУП-120-5 анодное напряжение может изменяться от 35 до 120 кВ, анодный ток — от 0 до 5м А, что позволяет просвечивать стальные детали толщиной до 20 мм, а детали из алюминиевых сплавов — до 100 мм.
В аппаратуре РУП-200-5 интервал изменения анодного напряжения — 45 — 200 кВ и тока — 0 — 5 мА. Это позволяет просвечивать стальные детали толщиной до 35 мм при фокусном расстоянии около 50 см и при использовании высокочувствительной пленки типа РТ-1.
|
|
|
Пленка РТ-5 обладает меньшей, чем пленка РТ-1, чувствительностью к рентгеновским лучам, поэтому при использовании ее можно просветить менее толстостенные изделия, но при этом обеспечивается более высокая контрастность рентгенограмм, а следовательно, лучше выявляются дефекты.
Новый рентгеновский аппарат РАП-160-Ю является более универсальным, чем предыдущие, так как спектр излучения его содержит значительно больше "мягких" лучей, что позволяет получать высококачественные рентгенограммы с объектов из алюминиевых сплавов и сталей. При сравнительно высоком анодном напряжении, равном 160 кВ, масса аппарата составляет 55 кг; анодный ток аппарата 10 мА.
Менее транспортабельными являются кабельные аппараты РУП-160-20 и РУП-150/300-10. Аппарат РУП-150-10 снабжен трубкой с выносным анодом, который вводится в отверстие диаметром, равным или более 10 мм; всю трубку можно вводить в полость диаметром не менее 220 мм; аппарат позволяет просвечивать кольцевые швы на одну экспозицию.
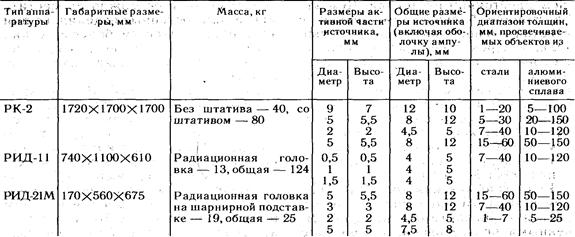
Переносные гамма-дефектоскопы РИД-11, РИД-21 и РК-2 (табл; 2.5) можно применять для контроля труднодоступных мест изделий в условиях эксплуатации в тех случаях, когда рентгеновские аппараты нельзя использовать для этих целей из-за их громоздкости. Важными преимуществами рентгеновского контроля по сравнению с гамма-контролем являются его более высокая чувствительность, производительность и возможность плавной регулировки энергии излучения. Регулировка энергии излучения определенного изотопа при гамма-дефектоскопии исключается.
Основы методики контроля. Основные технологические прооперации контроля. Процесс радиографического контроля включает следующие основные операции:
|
|
|
конструктивно-технологический анализ объекта и подготовка его к просвечиванию;
выбор источника излучения и фотоматериалов;
определение режимов и проведение просвечивания объекта;
химико-фотографическая обработка экспонированной пленки;
расшифровка снимков с оформлением полученных результатов.
Задача контролера-дефектоскописта состоит в получении радиографического снимка, пригодного для проведения по нему оценки качества объекта.
В процессе подготовки к просвечиванию необходимо детально ознакомиться с участками изделия, которые подлежат контролю: установить размеры и конфигурацию контролируемых участков, определить толщину и плотность материала на этих участках (желательно по чертежам), оценить возможность подхода со средствами контроля к просвечиваемой зоне.
Кассеты с рентгеновскими пленками маркируют в том же порядке, что и соответствующие участки изделия. Кассеты маркируют накладыванием свинцовых цифр и стрелок, прикрепляемых при помощи липкой (прозрачной) ленты либо при помощи пластилина. Рекомендуется применять свинцовые маркировочные знаки по ГОСТ 15843—79.
Выбор источника излучения и фотоматериалов зависит от области применения рентгено- и гаммаграфии и контролепригодности изделия. Основным техническим требованием к выбору источника излучения и рентгеновской пленки является обеспечение высокой чувствительности метода.
Таблица 2.5. Основные характеристики отечественных гамма-аппаратов для контроля изделий в условиях эксплуатации
Как было указано выше, для контроля качества участков изделий с просвечиваемой толщиной до 50 мм (по стали) целесообразно Использовать рентгеновские аппараты 7Л2, РУП-120-5-1, РАП-160-10Н, РАП-160-6П, РУП-200-5-1 и РАП-300-5Н. В том случае, если просвечиваемая толщина (по стали) превышает 50 мм или контролепригодность изделия не позволяет использовать существующую рентгеновскую технику; необходимо применить гамма-дефектоскопы РК-2, РИД-11, РИД-2Ш, РИД-22, РУП—1г-5-2, РУП—Сз-2-1. Выбор пленки для просвечивания определяется минимальными размерами дефектов, подлежащих выявлению, а также толщиной и плотностью материала контролируемого объекта. При контроле объектов м алой толщины и особенно из легких сплавов целесообразно применять высококонтрастные и мелкозернистые пленки типа РТ-5, РНТМ-1 или РТ-4М. При просвечивании больших толщин следует использовать более чувствительную пленку типа РТ-1. При работе на напряжении свыше 200 кВ или с радиоактивными источниками излучения пленку в кассету следует заряжать вместе с усиливающими металлическими экранами(обычно оловянисто-свинцовая фольга толщиной 0,05 — 0,1 мм), позволяющими повысить качество получаемых изображений и сократить продолжительность экспозиции.
|
|
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 863; Нарушение авторских прав?; Мы поможем в написании вашей работы!