КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выстегивание лацкана необходимо для придания им дополнительной жесткости. Выполняют на специальной машине или клеевым способом
В
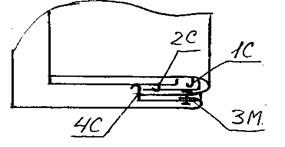
Рисунок 2 – Обработка петель внутренней застежки
2. Обработка бортовой прокладки в значительной степени определяется конструкцией прокладки, что, в свою очередь зависит от вида изделия и применяемых материалов. В женских и детских изделиях бортовая прокладка, как правило, не имеет дополнительных деталей. Объемная форма прокладке придается в основном благодаря применению вытачек, расположение которых в прокладке может быть различным.
В мужских изделиях бортовая прокладка состоит из нескольких деталей:
- основной части, которая может быть с надставкой;
- и дополнительных – плечевой накладки и накладки в области груди.
Назначение этих деталей – увеличение устойчивости формы. В некоторых моделях мужских изделий прокладка может быть с вытачкой, количество и месторасположение которых зависит от конструкции изделия.
В качестве основного и дополнительного слоев бортовой прокладки применяют полушерстяную бортовую ткань, а также вискозные, льняные и полульняные бортовые ткани и нетканые материалы с клеевым покрытием и без него.
По степени жесткости бортовых прокладок условно можно выделить:
- мягкую, не имеющую каких-либо дополнительных деталей. На бортовой прокладке стачивают вытачки накладным швом с открытым срезом или швом встык. В современных условиях этот вид бортовой прокладки почти везде заменен дублированием переда.
- полужесткую, отличающуюся наличием плечевой накладки, которую соединяют с основной бортовой прокладкой после стачивания вытачек и притачивания надставок. Плечевые срезы и срезы пройм плечевой накладки должны совпадать с одноименными срезами основной бортовой прокладки. По боковому срезу плечевую накладку выкраивают так, чтобы она была расположена ниже среза проймы на 3-4 см, по горловине плечевая накладка не доходит до линии перегиба лацкана на 1,5-2,0 см. Соединение плечевой накладки с основной бортовой прокладкой происходит следующим образом: уравнивают срезы плечевой накладки и бортовой прокладки, выстегивают на машине зигзагообразной строчки или стачивающей машине, прокладывая строчки параллельно внутреннему срезу плечевой накладки или плечевому срезу, расстояние между строчками 1 см (рисунок 2, А).
Разновидностью плечевой накладки является дополнительный слой бортовой прокладки (в основном из льняной ткани). По срезам проймы, плечевым, горловине, боковому срезу срезы дополнительного слоя совпадают, до среза талии дополнительный слой бортовой прокладки не доходит на 2 см, до среза лацкана – на 2,0-2,5 см.
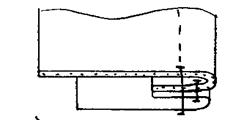
- жесткую, состоящую из основной бортовой прокладки, плечевой и нагрудной накладок (рисунок 3, В).
Волосяную накладку (рисунок 3, Б) изготавливают их хлопчатобумажных тканей с конским волосом или капроновой нитью в утке. Волосяная прокладка состоит из волосяного столбика и волосяной накладки. В волосяном столбике нить основы проходит вдоль детали, его ширина 7-8 см, длина на 2 см меньше длины волосяной накладки. В волосяной накладке нить основы проходит поперек детали. Выкраивают ее таким образом, чтобы ее срезы не доходили до линии перегиба лацкана на 2.0-2.5 см, до срезов пройм – на – 3-4 см, до плечевого среза – на 8-10 см. По центру груди располагают волосяной столбик, накрывают его волосяной накладкой. По краям волосяной накладки настрачивают сводку – полоску из х/б ткани шириной 2-3 см, которая необходима для предохранения срезов волосяной накладки от осыпания и для закрепления формы выпуклости груди. Сначала настрачивают внешний срез сводки, а затем внутренний.
А Б
В Г
Рисунок 3 – Обработка бортовой прокладки ниточным способом
А – прокладка имеет только плечевую накладку, которую соединяют на машине зигзагообразной строчки (26 кл. «Промшвеймаш», 335 кл. «Минерва») или долевыми строчками на стачивающей машине.
Б – бортовая прокладка с волосяной и плечевой накладкой. После настрачивания (строчка 1) и выстегивания прокладки (строчка 2) по краям волосяной накладки настрачивают полоску хлопчатобумажной ткани (сводку) двумя строчками 3 и 4. Сводка необходима для придания бортовой прокладке некоторой объемной формы и закрепления волосяных нитей по краям волосяной прокладки.
В – бортовая прокладка с волосяной накладкой и со вторым (дополнительным) слоем бортовой ткани, при этом волосяная накладка располагается между двумя слоями прокладки.
Детали бортовой прокладки соединяют ниточным, клеевым или комбинированным способами.
При обработке бортовой прокладки ниточным способом возможны следующие варианты, изображенные на рисунке 4.
Обработанную бортовую прокладку подвергают формованию путем влажно-тепловой обработки на прессе со специальными подушками. При этом сутюживают область лацкана, борта, горловины, проймы, оформляют выпуклость груди.
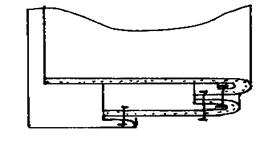
Наибольшее распространение при обработке бортовой прокладки имеет клеевое крепление деталей (рис. 5 А, Б), так как при этом снижается трудоемкость и повышается качество изготовления. При этом возможно два способа:
- до соединения бортовой прокладки с передом. Основная часть бортовой прокладки выкраивается из ткани без клеевого покрытия. Прокладку в лацкан делают отрезной из ткани с односторонним клеевым покрытием и притачивают накладным швом на стачивающей машине. Дополнительные накладки выкраивают из материалов с клеевым порошковым покрытием. После предварительного соединения всех деталей одной стачивающей или зигзагообразной строчкой дополнительные детали соединяют с основным слоем бортовой прокладки на прессе. При этом происходит одновременное формование прокладок.
-
 |

 |
обработка бортовой прокладки и одновременное соединение ее с передом. В этом случае все детали бортовой прокладки укладываются клеевым покрытием вниз. По размеченным линиям детали стачивают для предотвращения их последующего смещения, одновременно стачивая все вытачки. На прессе соединяют бортовую прокладку с передом, одновременно формуя детали.
А Б

Рисунок 5 – Обработка бортовой прокладки клеевым способом
3. Сборка бортов. Способы сборки бортов:
- до стачивания плечевых срезов (в мужских изделиях)
- после стачивания плечевых срезов (в женских изделиях)
- в изделиях без подкладки
- в ведомственной одежде
Основные операции по сборке бортов.
Соединение переда с бортовой прокладкой выполняют клеевым или ниточным способом (по линии перегиба лацкана, срезу горловины, плечевому срезу и срезу проймы).
Прокладывание кромки по бортам и низу изделия выполняют с целью фиксации формы. Для предохранения края борта от растяжения и для закрепления полученной выпуклости в области груди прокладывают кромку по срезу борта, лацкана, горловины (2/3 ее длины), низу (на расстоянии 15-20 см от угла борта), по линии перегиба лацкана (кромку прокладывают на 2/3 ее длины, начиная от горловины, отступив на 0,5-1,0 см в сторону проймы).
Обтачивание бортов. Соединение отрезных подбортов с передом выполняется с предварительным наметыванием подбортов, вручную или на машине 2222 класса или без наметывания на машине 297 класса, либо полуавтоматом для сборки бортов. При наметывании подбортов на перед, подборта не участке лацкана посаживаются. Обтачивают борта со стороны бортовой прокладки швом шириной 0,5-,7 см. Правую часть переда обтачивают снизу вверх, левую – сверху вниз.
После обтачивания бортов, швы обтачивания разутюживаются на специальных колодках для удобства последующего выметывания. Подрезают припуск шва детали, из которой образуют кант, на 0,2-0,3 см. В углу лацкана припуск срезают под углом, оставляя 0,2 см. Надсекают перед и подборт в точке уступа лацкана, не доходя до строчки 0,1-0,2 см. Борта выметывают, образуя кант на участке лацкана из ткани подборта, на участке борта из ткани верха (переда).
Для предотвращения возможного смещения канта в одежде пальтово-костюмного ассортимента край борта обязательно закрепляют.
Если по модели предусмотрена отделочная строчка, то она и выполняет функцию закрепки:
Если отделочная строчка не предусмотрена (обработка в «чистый край»), в этом случае обработка осуществляется следующими способами:
1) настрачиванием шва обтачивания на подборт или на перед на участке лацкана;
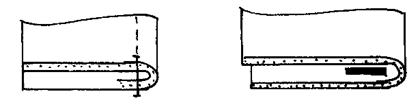
2) с помощью термопластичных клеевых материалов: паутинки (А), клеевой нитки (Б);
Швы обтачивания борта подрезают только со стороны переда до 0,2-0,3 см; припуски приклеивают клеевой нитью или паутинкой. Клеевой нитью прокладывают строчку по припуску шва подборта, клеевую паутинку прокладывают под шов обтачивания борта. Ее края не должны быть шире шва обтачивания.
3) если прокладка переда неклеевая, то шов обтачивания может подшиваться к неклеевой прокладке.
Наибольшие резервы в повышении производительности труда при обработке края борта, заключается в использовании технологичной конструкции. В этом случае кромка может прокладываться по линии сгиба борта или клеевая прокладка может переходить на 2 – 3 см вперед на подборт.
Если по модели не предусмотрена отделочная строчка то сгиб может закрепляться клеевой паутинкой.
Дата добавления: 2014-01-15; Просмотров: 1512; Нарушение авторских прав?; Мы поможем в написании вашей работы!