КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
По характеру перемещения объекта обработки различают автоматические линии с периодическим (циклическим) и непрерывным перемещением изделий
|
|
|
|
В первом случае транспортное движение от одного агрегата линии к другому осуществляется с остановками объекта обработки на время выполнения технологической операции. В простейшем случае, при единственном темпе работы всех агрегатов линии, это предопределяет равенство времени рабочего цикла всех машин, входящих в линию.
Продолжительность цикла (такта линии) определяется по времени выполнения наиболее длительной операции с учетом времени перемещения объекта обработки из одной позиции в другу.
Во втором случае процессы технологической обработки совмещаются с непрерывным транспортным движением объектов обработки и рабочих органов (орудий обработки). Это обстоятельство позволяет технологические операции выполнять независимо от транспортного перемещения, что в ряде случаев приводит к значительному увеличению производительности таких линий. Особенно широкое распространение получили автоматические роторные и цепные линии, в которых транспортировка объектов обработки осуществляется непрерывно по дугам окружностей.
Особенности схем и конструкций этих линий будут рассмотрены ниже.
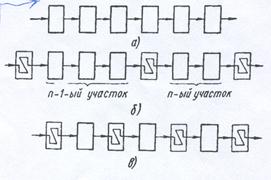
Рис. 150. Схемы автоматических линий:
а – безбункерная; б – с бункерами, установленными перед участками линий; в – бункерная
В зависимости от наличия и расположения бункерных устройств автоматические линии могут быть безбункерные; с бункерными устройствами, установленными перед участками автоматической линии, объединяющими группу из нескольких агрегатов, с бункерными устройствами, установленными перед каждым агрегатом линии.
Безбункерные автоматические линии (рис. 150,а) имеют жесткую связь между агрегатами, следовательно, при появлении отказа в одном из агрегатов выходит из строя вся линия. Обычно безбункерные автоматические линии применяются при изготовлении крупных изделий. Экономически целесообразно использовать безбункерные автоматические линии с небольшим числом агрегатов при высокой надежности оборудования.
|
|
|
В автоматических линиях, состоящих из нескольких участков, бункерные устройства, находящиеся в начале и конце каждого участка
(рис. 150,б), устраняют жесткую связь между участком, на котором произошел отказ, и остальными участками линии. В бункерах находится межоперационный запас деталей. При выходе из строя n -го участка; подача деталей на n+ 1-ый участок производится из бункера, находящегося в конце n -го участка; детали, изготовленные на n- 1-ом участке, поступают в бункер, находящийся в начале n -го участка. Это позволяет при правильно рассчитанных емкостях бункеров не останавливать линию при наступлении отказов. Разбивка линии на участки и установка бункеров производится с целью повышения ее фактической производительности; при этом приходится считаться с тем, что наряду с повышением надежности линии увеличиваются стоимость линии и затраты ручного труда (на обслуживание бункерных установок).
В бункерных автоматических линиях каждый агрегат линии имеет бункерное устройство (рис. 150,в). Бункерные устройства автоматических линий выполняют те же функции, что и в машинах-автоматах, и аналогичны им по конструкции (гл. 1Х) (локальные сушилки) не так выгодны как центральные станции сушки (см.ФПК-2, сушилки Коха).
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 584; Нарушение авторских прав?; Мы поможем в написании вашей работы!