КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поля допусков для нормирования точности элементов метрической резьбы с зазорами
Понятие приведенного среднего диаметра резьбы
Приведенный средний диаметр резьбы можно представить как средний диаметр теоретической резьбы, не имеющей отклонений шага, угла профиля и отклонений формы, и длину, равную заданной длине свинчивания, которая свинчивается с реальной резьбой без зазора и натяга по боковым сторонам профиля резьбы. Числовое значение приведенного среднего диаметра нельзя измерить, оно может быть рассчитано по результатам определения погрешностей размера собственно среднего диаметра, шага и профиля (угла наклона) резьбы.
Отрицательное влияние ошибок шага и профиля резьбы на свинчиваемость можно компенсировать уменьшением среднего диаметра болта или увеличением среднего диаметра гайки, это приемлемо с учетом того фактора, что реальные резьбовые поверхности болта и гайки во всех случаях касаются только на отдельных участках винтовой поверхности (часто всего по двум-трем виткам).
Значение приведенного среднего диаметра для внутренней резьбы (гайки) определяется по формуле
D 2пр = D 2 дейст – (f p + fα),
а приведенного среднего диаметра наружной резьбы (болта) – по формуле
d 2 пр = d 2 дейст + f p + fα,
где D 2 дейст и d 2 дейст – действительные (измеренные) средние диаметры резьбы гайки и болта.
Допуски, которые даются в стандарте ГОСТ 16093 на средний диаметр болта (Тd2) и гайки (ТD2), фактически включают в себя допуск на собственно средний диаметр и значения возможной компенсации (f p + fα). Выделить величину компенсации можно приведенным выше расчетом после измерения отдельно среднего диаметра, шага и половины угла профиля резьбы гайки (болта).
ГОСТ 16093 регламентирует допуски метрических резьб с крупными и мелкими шагами диаметром 1–600 мм. Нормирование точности метрических резьб построено так же, как и нормирование точности гладких элементов деталей – поле допуска задается основным отклонением, ближайшим к номинальному размеру (нулевой линии на схемах полей допусков) и величиной допуска в соответствии с уровнем точности, ряды которого задаются степенью точности (аналогом квалитета). Посадки резьб образуются как и для гладких элементов сочетанием полей допусков болта и гайки.
Предусмотрено пять основных отклонений (d, e, f, g, h) для наружных резьб и четыре (E, F, G, H) для внутренних. Эти отклонения одинаковы для наружного, внутреннего и среднего диаметра (рисунок 9.4), их величина зависит только от шага резьбы (основные отклонения H и h всегда равну нулю). При сочетании основных отклонений H/h образуется посадка с наименьшим зазором, равным нулю, в остальных случаях посадки с гарантированным зазором.
Второе предельное отклонение определяют по принятой степени точности резьбы. Нормируется поле допуска для среднего диаметра D2 (d2) и диаметра выступа, т. е. d, D1. В то же время задаются основные отклонения и для диаметров резьбы, не нормируемых полем допуска – наружного D гайки и внутреннего d 1 болта, это необходимо для расчета размеров диаметров режущей части резьбообразующих инструментов.
Установлены степени точности от 3 до 10, причем для диаметров выступов они сокращены: для наружного диаметра болта 4; 6; 8; для внутреннего диаметра гайки: 4; 5; 6; 7; 8. Основным рядом допусков принят ряд по 6-ой степени точности, для него установлены расчетные формулы допусков, связанные с шагом резьбы. Допуски остальных степеней точности определяют умножением допуска 6-й степени точности на коэффициенты, например для 3-ей степени точности коэффициент равен 0,5, для 5-й – 0,8, для 7-й – 1,25, а для 10-й – 2,5.
Стандартом установлены три группы длин свинчивания: S – малые (корткие), N – нормальные, L – большие (длинные). Длины свинчивания зависят от шага и диаметра резьбы, так для малых длин они меньше 2,24Рd0,2, для больших – больше 6,74Рd0,2, нормальные длины расположены между ними. При длинах свинчивания S предпочтительно использование степеней точности 4 – 6, при длинах свинчивания N – 4 – 8, при длинах свинчивания L – 6 – 8.
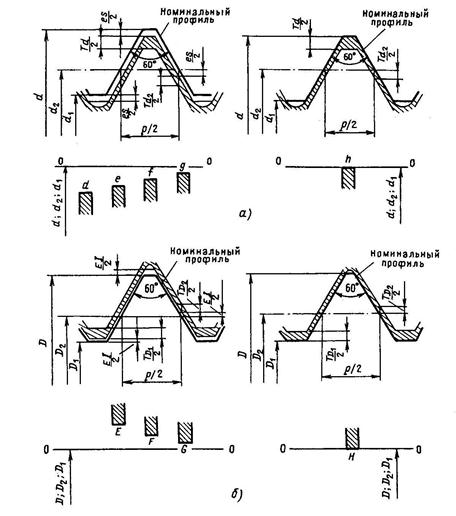
Рисунок 9.4 – Схемы расположения полей допусков метрической резьбы с зазорами
Для метрических резьб приняты условные классы точности для сравнительной оценки точности. Точный класс (применяются степени точности 4 – 6) рекомендуют для ответственных резьбовых соединений, средний класс (степени точности 5 – 7) – для резьб общего применения, грубый класс (степени точности 7, 8) – для нарезания резьб на горячекатанном круглом прокате, в длинных глухих отверстиях и т. п.
Для предпочтительного применения рекомендуется поля допусков резьб среднего класса точности: 5g6g, 6d, 6e, 6f, 7g6g, 6h – для наружной резьбы и 5H, 6G, 6H, 7H – для внутренней резьбы. Наиболее распространено сочетание полей допусков 6H/6g. Выделены также предпочтительные поля допусков резьб точного и грубого классов точности.
|
|
Дата добавления: 2014-01-15; Просмотров: 1260; Нарушение авторских прав?; Мы поможем в написании вашей работы!