КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прерывно-поточных линий (прямоточных)
Основные расчеты и особенности организации
Прямоточное производство поменяется при обработке трудоемких изделий с использованием разнотипного оборудования. Синхронизация операций на этих линиях отсутствует. В связи с этим возникает необходимость создания заделов.
Для обеспечения ритмичной работы линии необходимо определение четкого регламента работы. Регламент работы прямоточной линии предусматривает величину укрупненного ритма, порядок работы на каждом рабочем месте, последовательность перехода рабочих с операции на операцию, величину и динамику задела.
Укрупненный ритм линии выбирается с учетом периодичности передачи продукции с линии на последующие участки, частоты переходов, оптимальной величины заделов.
Такт прямоточной линии (tппл) определяется по формуле:
 ,
,
где Фсм – продолжительность смены, мин;
Всм – программа выпуска изделий за смену, шт.
Число рабочих мест на операции (Сi)
 ,
,
где ti – трудоемкость i-ой операции, мин.
Численность рабочих па линии может не рассчитываться, а определяться исходя из установленного регламента работы линии.
Ритм работы линии обычно принимается равным полусмене или смене.
Величина межоперационных заделов рассчитывается по формуле:
 ,
,
где Т - период работы на смежных операциях при неизменном количестве работающих станков, мин.
Ci и Ci+1 - число единиц оборудования на смежных операциях за период времени Т;
ti и ti+1 - нормы времени (трудоемкость) смежных операций, мин.
Число ра6отающих на смежных операциях станков в течение ритма изменяется. Поэтому рассчитывают не только величину максимального задела, но и его динамику, т.е. изменение в течение укрупненного ритма.
Пример: Всм = 240 изделий;
t1=2,8 мин; t2=5,6 мин; t3=2,4 мин; t4=1,2 мин
Определить такт линии количества станков, численность рабочих, динамику заделов и построить совмещенный график-регламент и график заделов. Укрупненный ритм - 480 мин.
 мин;
мин;
 ,
,  ,
,  ,
,  .
.
Принятое число станков на каждой операции должно составлять целое число, то есть,  ,
,  ,
,  ,
,  .
.
При этом станки будут не догружены. Надо так организовать работу станков, чтобы обеспечить полную занятость (100%), рабочих – станочников. Для этого надо объединить работу станочников на станках с неполной загрузкой. Так, рабочий со второго станка первой операции переходит на четвертую операцию. Рабочий с третьего станка второй операции переходит на второй станок третьей операции. Это находит отражение в графике – регламенте поточной линии (рис. 2.2).
Динамика задела рассчитывается следующим образом:
1-2 операции. Есть три отрезка времени, в течение которых число одновременно работающих станков не изменяется.
Т1=480 х 0,4 = 192 мин, С1=2 С2=3,
Т2=480 х 0,4= 192 мин, С1= 1 С2=3,
Т3 =480 х 0,2 =96 мин, С1=1 С2=2,
192*1
|
|
 ; Z(1-2)2 = 192 *1 - 192 *3 = - 34; Z(1-2)3 = 96 *1 - 96 *2 = 0.
; Z(1-2)2 = 192 *1 - 192 *3 = - 34; Z(1-2)3 = 96 *1 - 96 *2 = 0.
2-3 операции. Есть два отрезка времени, в течении которого число одновременно работающих станков не изменяется.
Т1 = 480 х 0,8 = 384 мин, С2=3 Сз=1,
Т2 = 480 х 0,2 =96 мин, С2=2 Сз=2.
 ;
;
Z(2-3)2 = 96 *2 - 96 *2 = - 46.
5,6 2,4
3-4 операции. Есть три отрезка времени и соответствующее число работающих станков.
Т1=480 х 0,4= 192 мин, Сз=1 С4=0,
Т2=480 х 0,4= 192 мин, Сз=1 С4=1,
Тз=480 х 0,2= 96 мин, Сз=2 С4=1.
 ;
;
 ;
;
 .
.
Пространственная планировка оборудования на прерывно-поточных линиях должна подчиняться требованию цепного расположения с учетом сближения тех рабочих мест, где работы выполняются рабочими-совместителями. Применение конвейеров на таких линиях нецелесообразно. Лучше применять транспортные средства гравитационного типа и оборудование циклического действия.
Совмещенный график- регламент и график заделов имеет следующий вид (рис. 2.2):
| Технологический процесс | Загрузка станка | Номер рабо-чего | 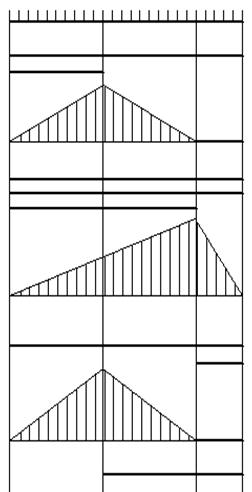 R=480 мин R=480 мин
| ||||||||||
| N номер | t мин | Ср | Спр | N станка | % загруз | ||||||||
| 2,8 | 1,4 |
| |||||||||||
| 5,6 | 2,8 |
| |||||||||||
| 2,4 | 1,2 |
| |||||||||||
| 1,2 | 0,6 |
Рис. 2.2. Совмещенный график-регламент и график межоперационных заделов
|
|
Дата добавления: 2014-01-15; Просмотров: 450; Нарушение авторских прав?; Мы поможем в написании вашей работы!