КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизация дозирования
|
|
|
|
Процесс дозирования широко распространен в отраслях пищевой промышленности: при производстве хлеба дозируются мука, вода, соль и другие добавки; при производстве овощньх и закусочных консервов дозируются вкусовые добавки; npи производстве синтетических моющих средств осуществляется дозирование различных ингредиентов, входящих в их состав.
Для получения смесей повышенного качества процесс дозирования происходит обычно непрерывно. При автоматизации процессов дозирования основное внимание уделяется регулированию соотношения расходов заданных рецептурой компонентов, при этом предъявляются повышенные требования к точности дозирования.
Дозирование может осуществляться по объему, например с помощью многокомпонентного насоса-дозатора, либо по массе с помощью весовых устройств.
Рассмотрим автоматизацию процесса дозирования по массе жидких компонентов при производстве маргариновой эмульсии.
При производстве маргариновой продукции предварительно готовится маргариновая эмульсия, в состав которой входят жировые и водно-молочные компоненты. Набор этих компонентов проводится в дозировочном отделении, куда они поступают соответственно из жирохранилища и молочного отделения. В жирохранилище каждый вид жировых компонентов находится в баках-емкостях, в которых поддерживается определенная температура, для того чтобы жиры находились в расплавленном виде и хорошо транспортировались по трубопроводам.
В молочном отделении приготавливается сквашенное молоко и пастеризуется поступающее свежее молоко, готовится раствор соли, кипяченая вода и т. п.
Дозирование - набор жировых и водно-молочных компонентов- осуществляется по определенной рецептуре по массе в баки, установленные на автоматических весах. После набора жировой и водно-молочной смеси одновременно проводится их слив в один из смесителей, откуда приготовленная маргариновая эмульсия поступает на дальнейшую обработку.
|
|
|
На рис. 15-9 приведена схема автоматического управления участком дозирования при производстве маргарина. Из ёмкостей / жирохранилища и VI молочного отделения (для упрощения на схеме показано по одной емкости) последовательно в баки IV и V, установленные соответственно на весах // и ///, набирается по массе каждый входящий в рецептуру вид жиров и компонент водно-молочной смеси.
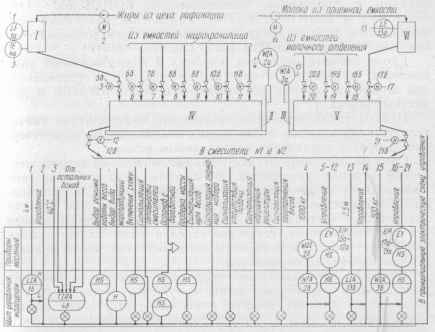
Рис. 7.9 Схема автоматизации процесса дозирования при производстве маргарина:
I - ёмкость жирохранилища; II - весы жирового набора; III - весы водно-молочной смеси; IV - бак жирового набора; V - бак водно-молочной смеси; VI - ёмкость молочного отделения
Автоматизация участка выполнена с использованием комплектной системы автоматизированного дозирования жидких сред (САДЖС-2). В состав этой системы входят рычажно-механические весы // типа РС-2Ц13 с пределом взвешивания 2000 кг, с указателем циферблатным тина УЦК-400-3 ВД6 (2а, 26) с 6 задающими стрелками и сельсином-датчиком и с дистанционным циферблатным указателем типа УЦД-400-ЗВП6 (2в),с 6 задающими стрелками и сельсином-датчиком, а также весы /// типа РП-1Ц13 с пределом взвешивания 1000 кг и соответственно двумя указателями УЦК-400-ЗВД6 (За) и УЦД-400-ЗВП6 (36) со шкалами 0-500 кг.
В качестве запорной арматуры на линиях подачи компонентов на весы и слива с весов в смесители применены отсечные клапаны с поршневым пневмоприводом КОПП1 (56 -116; 176 - 206) и КОПП2 (126, 216). Управление клапанами осуществляется сжатым воздухом с помощью электропневматических вентилей типа ВВ-32Ш (5а - 12а, 17а - 21а).
Кроме весовых дозаторов жировых и водно-молочных компонентов, в состав системы входят два пульта управления, два шкафа, в которых расположены вентили ВВ-32Ш, и два местных щитка.
|
|
|
Пульты управления и дистанционные циферблатные указатели устанавливаются в помещении операторского (диспетчерского) пункта управления маргариновым цехом.
Система обеспечивает местный, дистанционный и автоматический режимы управления. В местном режиме управление производится переключателями с местных щитков, в дистанционном - переключателями с пультов управления. На пультах расположена световая сигнализация работы клапанов набора и слива компонентов, установки стрелки весов на «0» шкалы, окончания набора компонентов, готовности смесителя принять с весов набранные компоненты.
Системой предусмотрена аварийная световая и звуковая сигнализация перегрузки весов, нарушения рецептуры из-за не закрытия клапана подачи компонента, отсутствия подачи компонентов на весы и слива набранной порции с весов после поступления команды.
Система позволяет провести проверку массы отдельных компонентов, остановить дозирование с доработкой всего цикла набора. Обеспечена также защита весов от перегрузки.
Перед началом работы системы в автоматическом режиме выбирают программу для данного вида маргарина штекерами на программной плате пультов управления. Установка штекера обеспечивает соединение датчиков массы циферблатного указателя с определенными вентилями ВВ-32Ш, управляющий сигнал от которых поступает на определенные клапаны подачи компонентов.
Если набор в баки на весах окончен и один из смесителей готов принять очередную порцию, то открываются клапаны слива и компоненты поступают в смеситель.
Системой автоматизированного управления дозированием предусматривается также автоматический контроль уровня и температуры в ёмкостях жирохранилнща и молочного отделения. В качестве датчиков уровня используются гидростатические уровнемеры ПИГ-2 (1а, 13а). Сигналы от уровнемеров поступают на вторичные приборы ППВ1.3И (16, 136) с сигнальными устройствами. По достижении верхнего уровня в емкости электрический сигнал от ППВ-1.3И используется для блокировки соответствующих насосов; при нижних значениях уровня блокируется работа дозирующих устройств.
|
|
|
Контроль температуры продукта в ёмкостях осуществляется с помощью термопреобразователей сопротивления ТСП (4а), сигналы от которых поступают на многоточечный электронный мост КСМ-2 (46).
Вторичные приборы и сигнальные лампочки установлены на щитах жирохранилнща и молочного отделения.
В ёмкости, в которой происходит сквашивание молока, с помощью погружных датчиков ДПг и преобразователя П201 контролируется рН.
|
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 3571; Нарушение авторских прав?; Мы поможем в написании вашей работы!