КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Погрешности базирования и закрепления заготовок
|
|
|
|
Принципы установки заготовок в приспособление.
Краткий конспект
1. Что бы деталь жестко закрепить в приспособлении ее необходимо лишить шести степеней свободы. Такая схема базирования называется полной. Если получение размеров на операции ведется в одном или в двух направлениях допускается упрощенная схема базирования, в которой достаточно пяти опорных точек.
При базировании короткой цилиндрической детали в трехкулачковом патроне, торец детали несет три опорной точки и является основной базирующей поверхностью, а цилиндрическая поверхность несет две опорные точки и является центрирующей базовой поверхностью.
2. Если короткая цилиндрическая деталь устанавливается центральным отверстием на оправку, ее торцевая поверхность несет три опорные точки и является основной базой, а цилиндрическое отверстие имеет две опорные точки и является центрирующей базой.
При базировании длинной цилиндрической детали на две призмы, цилиндрическая поверхность детали несет четыре опорные точки и является двойной направляющей базой, а торцевая поверхность, несет одну точку и является упорной базой.
Если длинная цилиндрическая деталь устанавливается в центрах, то левое центровое отверстие несет три опорные точки и является одновременно центрирующей и упорной базой, а правое – только две точки и является центрирующей базовой поверхностью.
В зависимости от заданной технологической операции может быть полная (6 опорных точек) или частичная (меньше 6 точек) ориентация заготовки в пространстве относительно выбранной системы координат.
Под установкой заготовки в приспособление понимают ее базирование на установочные элементы и закрепление.
|
|
|
Погрешность обработки на станке зависит от суммы погрешностей базирования и закрепления заготовки, наладки станка, точности инструмента, случайных отклонений, точности изготовления приспособления.
Систематическими погрешностями называют погрешности изменяющиеся по определенному закону в зависимости от характера неслучайных факторов. Величину и направление этой погрешности можно определить заранее расчетом или измерением.
Случайными называются погрешности, возникновение которых можно лишь предположить. Их величину нельзя определить заранее, так как они образуются под действием случайных факторов (например, изменения механических свойств заготовок, величины припуска, температуры и т.д.)
Полная погрешность обработки не должна превышать допуск размера обрабатываемой поверхности:
∆об = ∑∆с + k √∆²б + ∆з² + ∆²н + ∆²р < δ, где
∑∆с – сумма систематических погрешностей наладки приспособления и инструмента;
K – коэффициент, зависящий от закона рассеяния случайной погрешности (k=1,0..1,5, при работе на настроенных станках k=1,2);
∆б и ∆з –погрешности базированияи закреплениязаготовки;
∆н – прочие погрешности, возникающие вследствие влияния других факторов(например, зазоров в направляющих втулках, погрешностей установки приспособления на станок);
∆р – погрешность, вызываемая рассеянием размеров в результате действия случайных факторов, не учтенных другими слагаемыми формулы (например, изменением механических свойств обрабатываемого материала, величиной припуска и т.д.);
Δ – допуск размера обрабатываемой поверхности по чертежу.
Формула для расчета ∆об позволяет оценить погрешности, вносимые отдельными составляющими: погрешности базирования и закреплениязаготовки в приспособлении, а также самого приспособления при его установки на станок.
|
|
|
Погрешность установки приспособления на станок. (стр. 25 Черпаков).
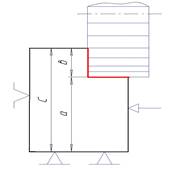 5.Погрешностью базирования называют разность предельных расстояний измерительной базы относительно режущего инструмента, установленного на заданный размер детали.
5.Погрешностью базирования называют разность предельных расстояний измерительной базы относительно режущего инструмента, установленного на заданный размер детали.
εа=0; εв=∆С
∆С-допуск на размер С (разность между максимально-допустимым и минимально-допустимым размерами)
Тема №4: Установочные элементы приспособлений
1. Назначение установочных элементов в приспособлениях и требования предъявляемые к ним. Материал для их изготовления.
2. Классификация установочных элементов приспособления.
3. Основные плоскостные опоры.
4. Элементы приспособлений для установки заготовки по наружным цилиндрическим поверхностям, отверстию; центровым гнездам.
5. Подводимые и самоустанавливающиеся опоры, их устройство и работа.
6. Графическое обозначение опор и установочных устройств в соответствии с действующими ГОСТами.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2018; Нарушение авторских прав?; Мы поможем в написании вашей работы!