КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Базирование и базы в машиностроении
|
|
|
|
6.1 Основные понятия о базировании
6.2 Классификация баз
6.3 Рекомендации по выбору технологических баз
Проектирование технологических процессов связано с выбором баз. Основные понятия базирования и баз установлены ГОСТом 21495-76.Базирование и базы в машиностроении. Термины и определения.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее эту же функцию сочетание поверхностей, ось, точка, подлежащая заготовке или изделию и используемая для базирования.
Теория базирования является общей и распространяется на все тела, которые могут рассматриваться как твердые, и на всех стадиях производственного процесса: механическая обработка, транспортирование, измерения, сборка и т.д.
Классификация баз. Базирование необходимо на всех стадиях создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. По назначению базы делятся на конструкторские, технологические и измерительные.
Законы базирования являются общими на всех стадиях создания изделия, независимо от назначения базы могут различаться по лишаемым степеням свободы и по характеру проявления.
Конструкторская база – база, используемая для определения положения детали или сборной единицы в изделии.
Основная база – это конструкторская база принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 13а).
Вспомогательная база – это конструкторская база, принадлежащая детали или сборочной единицы и используемая для определения положения присоединяемого к ним изделия (рисунок 13б).
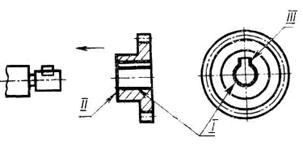 1, II. III – комплект основных баз шестерни
а)
1, II. III – комплект основных баз шестерни
а)
| 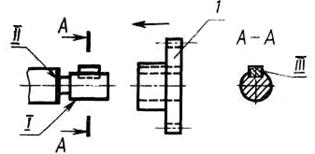 1, II. III – комплект вспомогательных баз вала со шпонкой;
I – присоединяемая деталь
б)
1, II. III – комплект вспомогательных баз вала со шпонкой;
I – присоединяемая деталь
б)
|
Рисунок 13 – Основные и вспомогательные базы шестерни
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. При установке заготовки или сборочной единицы в приспособлении технологическими базами являются поверхности заготовки или сборочной единицы, находящиеся в непосредственном контакте с установочными элементами приспособления. Различают основные и вспомогательные (искусственные) технологические базы.
Основные технологические базы – это поверхности, которые являются неотъемлемым элементом конструкции детали и выполняют определенную роль при ее работе в изделии. Так, поверхность отверстия 1 (рисунок 14) и торец заготовки 2, используемые для базирования при нарезании зубьев, являются основными технологическими базами.
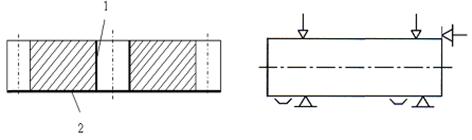
Рисунок 14 –Основные технологические базы
Вспомогательные технологические базы – это поверхности, специально создаваемые на детали исходя из технологических соображений, и для работы детали в изделии они не нужны. В качестве вспомогательных технологических баз используют центровые гнезда валов (рисунок 15). Так, при рассмотрении технологического процесса изготовления поршня двигателя, в качестве вспомогательных технологических баз использовался центрирующий поясок и торец юбки поршня двигателя.
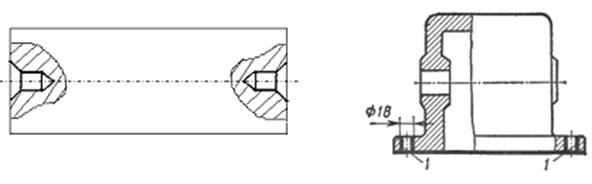
Рисунок 15 – Вспомогательные технологические базы
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения (рисунок 16).
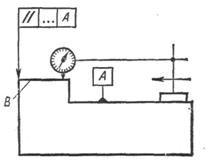
|
Рисунок 16- Измерительная база
При установке заготовки на станке (в приспособлении) необходимо лишить ее всех степеней свободы. Из механики известно, что каждое твердое тело имеет шесть степеней свободы (три поступательных и три вращательных движения относительно трех взаимно перпендикулярных осей). Чтобы лишить заготовку всех степеней свободы, необходимо прижать ее к шести неподвижным точкам приспособления. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях:
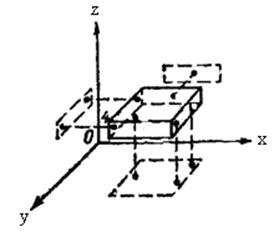
Рисунок 17
По лишаемым степеням свободы технологические базы разделяются на установочные (лишают заготовку трех степеней свободы - перемещения относительно одной оси и вращения относительно двух других), направляющие (лишают заготовку двух степеней свободы - вращения относительно одной оси и перемещения относительно другой) и опорные (лишают заготовку одной степени - перемещения относительно одной плоскости). Применительно к базированию призматической детали ( рисунок 17) плоскость ХОY – установочная база, ХОZ – направляющая база, YOZ – опорная база. Для поверхностей тел вращения двойная направляющая база и двойная опорная база.
Двойная направляющая база – база, лишающая заготовку или изделия четырех степеней свободы – перемещения вдоль двух координатных осей и поворот вокруг этих осей (рисунок 18а)
Двойная опорная база – база, лишающая заготовку или изделия двух степеней свободы вдоль двух координатных осей (рисунок 18б).
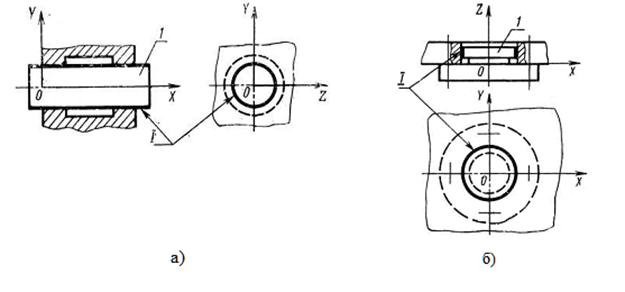
Рисунок 18
По характеру проявления технологические базы разделяют на явные и скрытые. Явная база – база заготовки или изделия в виде реальной поверхности. Скрытая база – база заготовки в виде воображаемой плоскости, оси или точки (рисунок 19).

1 – установочная явная база заготовки; II –направляющая скрытая база заготовки; III - опорная скрытая база заготовки
1-6 - опорные точки; 7 – заготовка; 8- губки самоцентрирующихся тисков
Рисунок 19
При использовании приспособлений в качестве технологических баз принимаются реальные поверхности, непосредственно контактирующие с установочными элементами. По месту положения баз в технологическом процессе их делят на черновые или предварительные, промежуточные и окончательные.
Черновые базы используют на первых операциях обработки, когда никаких обработанных поверхностей на заготовке еще нет (рисунок). Они служат для создания промежуточных баз, а часто сразу и окончательных, служащих для завершения обработки.
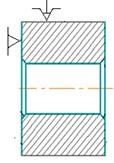
Рисунок 20 –Схема установки заготовки при обработке отверстия
После растачивания отверстия получаем промежуточную технологическую базу, а после протягивания шлицевого отверстия получаем необходимую точность размера отверстия.
Рекомендации по выбору технологических баз. При проектировании технологических процессов большое значение имеет выбор баз. Основные соображения, которыми целесообразно руководствоваться при выборе баз для обработки заготовок следующее:
1 Следует по возможности использовать принцип совмещение баз, т.е. в качестве технологических баз выбирать поверхности, являющиеся одновременно конструкторскими и измерительными базами. При выборе баз технолог должен анализировать не только рабочие, но и сборочные чертежи деталей.
2 Следует по возможности соблюдать принцип постоянства баз и в ходе обработки на всех основных операциях техпроцесса использовать одни и те же поверхности. Когда постоянство не может быть обеспечено, то в качестве новой технологической базы выбирают более точно обработанные поверхности.
3 Технологическая база должна обеспечивать достаточную устойчивость и жесткость установки заготовки в приспособлении. Это достигается соответствующими размерами и качеством базовых поверхностей, а также их взаимным расположением.
4 При выборе технологической базы необходимо обеспечить соответствующую ориентацию заготовки в приспособлении. Для полной ориентации заготовки в приспособлении количество и расположение установочных элементов должно быть таким, чтобы заготовка не могла иметь сдвига и вращения относительно трех координатных осей. При выполнении этого условия заготовка лишается всех степеней свободы. Количество установочных элементов должно быть равно шести, их взаимное положение должно обеспечивать достаточную устойчивость заготовки в приспособлении.
В зависимости от условий выполнения операций технологического процесса применяют схему полного базирования (с лишением детали всех шести степеней свободы) и частичного (упрощенного).
При базировании заготовки по плоскости для лишения перемещения относительно одной координатной оси достаточно лишить ее трех степеней свободы (рисунок 21а).
У детали, изображенной на рисунке 21б положение обрабатываемого уступа определяется двумя размерами: Х и Z (необходимо выдержать размер относительно двух координат). Заготовку необходимо лишить пяти степеней свободы.
Если необходимо выдержать размер в трех направлениях (рисунок 21в), то для базирования заготовки необходим комплект из трех поверхностей; каждому направлению размеров должна соответствовать своя базирующая поверхность. В этом случае заготовку необходимо лишить шести степеней свободы.
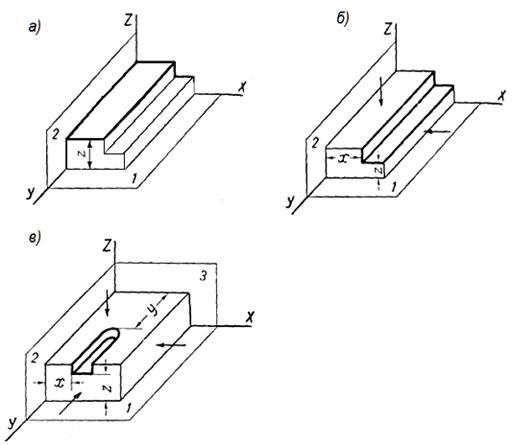
Рисунок 21 – Схемы полного и упрощенного базирования
Цилиндрическую деталь можно лишить пяти степеней свободы.
При установке заготовок на черновые базы применяют установочные элементы в виде точечных опор. При установке на точечные и чисто обработанные поверхности во избежание вмятин используют опорные пластины или другие элементы с развитой опорной поверхностью.
При обработке нежестких заготовок или в случае недостаточной их устойчивости ввиду небольшой протяженности базовых поверхностей может возникнуть необходимость увеличение количества опорных точек (сверх шести). Дополнительные опоры делают регулируемыми или самоустанавливающимися.
В качестве базирующих поверхностей при точении, шлифовании тел вращения используют наружную или внутреннюю цилиндрическую поверхность и торец, два центровых гнезда, наружную или внутреннюю цилиндрическую поверхность и центровое гнездо.
Графическое обозначение опор зажимных и установочных устройств приведены в таблице 5.
Таблица 5 - Графическое обозначение опор зажимных и установочных устройств
| Наименование | Обозначение на видах (спереди) |
| Опора неподвижная и люнеты | 
|
| Опора подвижная и люнеты | 
|
| Опора призматическая | 
|
| Оправка цилиндрическая | 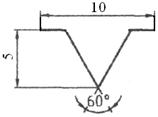
|
| Оправка шлицевая, резьбовая | 
|
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Зажим одиночны | 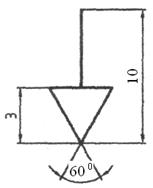
|
| Зажим двойной | 
|
| Патрон цанговый | 
|
| Центр неподвижный | 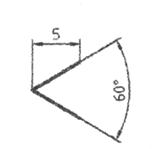
|
| Центр вращающийся | 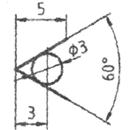
|
Продолжение таблицы 5
| Наименование | Обозначение на видах (спереди) |
| Центр плавающий | 
|
| Патрон поводковый | 
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 34628; Нарушение авторских прав?; Мы поможем в написании вашей работы!