КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчёт отходов
|
|
|
|
Отходы, образующиеся при резке (раскрое) металла на заготовки, называются заготовительными (раскройными).
К ним относятся торцовые обрезки, прорезка, некратности и опорные концы.
Торцовые обрезки. Длина торцового обрезка зависит от размеров сечения металла и при резке на ножницах обычно составляет  , где a – высота сечения(сторона квадрата, диаметр круга). Недостаточная длина торцового обрезка может вызвать раскалывание торца. В целях экономии металла за счёт уменьшения потерь от торцовых обрезков на ряде предприятий при резке проката диаметром более 50 мм дефектные концы (с заусенцами) не удаляют, а отрезают полномерные заготовки и затем в необходимых случаях, предусмотренных технологическим процессом, торец зачищают на наждачном станке. Иногда для снятия металлургического заусенца с заготовок применяют специальные станки, на которых заготовка зажимается пневматическим зажимом и суппортом подаётся к вращающейся резцовой головке, снимающей заусенец.
, где a – высота сечения(сторона квадрата, диаметр круга). Недостаточная длина торцового обрезка может вызвать раскалывание торца. В целях экономии металла за счёт уменьшения потерь от торцовых обрезков на ряде предприятий при резке проката диаметром более 50 мм дефектные концы (с заусенцами) не удаляют, а отрезают полномерные заготовки и затем в необходимых случаях, предусмотренных технологическим процессом, торец зачищают на наждачном станке. Иногда для снятия металлургического заусенца с заготовок применяют специальные станки, на которых заготовка зажимается пневматическим зажимом и суппортом подаётся к вращающейся резцовой головке, снимающей заусенец.
Прорезка. Расходы на прорезку определяются толщиной пильного диска или шириной резца.
Некратность. Для немерного проката рассчитать некратность заранее (до поступления металла) невозможно, т.к. неизвестна фактическая длина.
Исходная длина проката интервальных (торговых) размеров колеблется в пределах, регламентируемых стандартами. В каждой партии поставляемого проката, кроме предельных длин – наибольшей Lп.б и наименьшей Lп.м, допускается согласно ГОСТу часть укороченных (маломерных) штанг длиной меньше Lп.м, но не короче Lук. Суммарный вес укороченных штанг может доходить до определенного процента П веса всей партии металла (табл. 46). Расчетную длину определяют по формуле
|
|
|
Lр = Lп.б + Lп.м/2 + К,
где К – коэффициент, учитывающий влияние укороченных штанг, допускаемых в каждой партии:
К = П/100 Lп.б – Lук/ Lп.м + Lук
Значение Lр вполне допустимо для практических расчетов округлять. Значения К и Lр, а также округленные (унифицированные) длины, обозначенные через Lр.у,[]
Полезную длину прутка Ln определяют из равенства
Ln = Lр.y - ∑л. п,
где ∑л. п – сумма абсолютных линейных потерь металла при резке;
Lр.y – унифицированная расчетная длина определяется по таблицам.
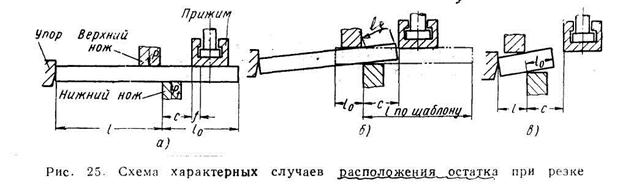
Опорные (зажимные) концы. Возможность и условия отделения последней заготовки от остатка материала при резке на ножницах определяют длиной заготовки l, длиной остатка l0 и опорной базой ножниц с (рис.25).
а) l>c; l0>c; б) l>c; l0<c; в) l<c; l0<c.
|
Для возможности осуществления прижима необходимо, чтобы остаток прутка был больше опорной базы с на величину f. Практически возможны следующие соотношения между l, l0 и с:
l>c; l0>c.
В первом случае (рис. 25,а) последняя заготовка отделяется от остатка обычным способом – установкой на требуемую длину l по упору; остаток l0 является некратностью и дополнительной потери металла на опорный конец не будет.
При l>c и l0<c резку обычным способом производить нельзя (рис. 25, б). в данном случае пруток поворачивают другим концом, а длину отрезаемой заготовки фиксируют при помощи шаблона. Следует заметить, что резка последней заготовки с поворотом для крупных профилей в крупносерийном и массовом производстве исключается, так как операция сопряжена с дополнительной затратой времени, вызывающей снижение производительности. Целесообразнее применять многоступенчатые упоры, которые позволяют производить резку заготовок различной длины.
Если же l<c и l0<c (рис. 25, в), отделение последней заготовки на ножницах не производят. В этом случае остаток складывается из длины заготовки l и остатка l0.
|
|
|
|
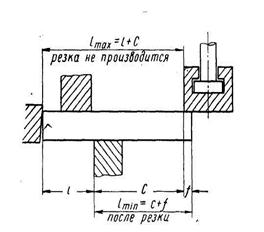
Рис. 26. Возможные остатки при l<c
Очевидно, что при l<c наибольшая возможная длина остатка (рис. 26).

Возможная наименьшая длина остатка для этого случая выражается величиной (рис. 26)

Средняя вероятная длина остатка lcp для третьего случая определится из равентсва:
 ,
,
или  ,
,
где  - минимальная длина зажимного (опорного) конца.
- минимальная длина зажимного (опорного) конца.
Таким образом, в первых двух случаях раскройный отход состоит из некратности, а в третьем из некратности и длины опорного конца.
Величина f должна быть достаточной для создания надёжного контакта при уравновешивании опрокидывающего момента (обычно не менее 10-20 мм). Для ножниц с нормальной опорной базой величина с составляет 70-110 мм. Этими величинами характеризуются отходы от опорных концов. Для уменьшения опорных баз применяют консольные прижимы и другие уравновешивающие устройства.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1200; Нарушение авторских прав?; Мы поможем в написании вашей работы!