КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматические линии
|
|
|
|
Автоматической линией (АЛ) называется система автоматически действующих станков, связанных транспортирующими устройствами и имеющая единое устройство управления. АЛ осуществляет заданную последовательность ряда технологических операций без участия операторов. Периодический контроль оборудования и его подналадку выполняет наладчик. Загрузка заготовок и выгрузка готовых деталей осуществляется оператором или ПР. Количество установленного в АЛ оборудования обычно не превышает 12 единиц.
АЛ создается на основе агрегатных станков (АС). В основе проектирования АЛ и АС лежит принцип агрегатирования, позволяющий сократить сроки проектирования и изготовления указанного оборудования. Компоновка АС и АЛ и унифицированных узлов повышает их надежность, так как происходит непрерывное совершенствование унифицированных узлов.
Заготовки, обрабатываемые на АЛ, должны бьггь технологичными, иметь стабильную конструкцию, обеспечивать минимальное число установок. Операции технологического процесса должны быть синхронизированы по времени для выполнения заданного такта выпуска изделий. Это осуществляется использованием комбинированного инструмента, согласованием режимов резания на отдельных операциях и другими мероприятиями.
Технологический агрегат 1 АЛ (рисунок) — это машина, которая выполняет одну или несколько законченных частей технологического процесса, кроме накопления и транспортирования заготовок 3. Транспортный агрегат 2 АЛ — это машина, которая выполняет межоперационные транспортные операции технологического процесса.
Накопитель 4 заделов АЛ (рис. в) — устройство для приема, хранения и выдачи межоперационного задела, расположенного между двумя станками или участками АЛ.
|
|
|
структурное построение автоматических линий
Участок АЛ — это ее часть, соединенная с остальным технологическим оборудованием посредством накопителя или транспортного устройства с емкостью для заготовок и полуфабрикатов (рис. в). Однопредметная (однономенклатурная) АЛ — это линия, в которой обрабатываются заготовки одного типоразмера и наименования (рис. а). Многопредметная (многономенклатурная) АЛ — линия, в которойодновременно обрабатываются заготовки многих наименованийили различных типоразмеров одного наименования (рис. б).
Связь между технологическими агрегатами АЛ определяется характеромтранспортных движений между их зонами обработки и наличиемили отсутствием между ними межоперационных заделов. В АЛ сжесткой связью эти заделы отсутствуют и при отказе одного афегата останавливается вся АЛ (рис. а). В АЛ с гибкой связью междуотдельными агрегатами и участками имеются межоперационные заделы,размещаемые в накопителях или в транспортной системе, отсутствуетжесткое координирование во времени работы агрегатов: отказкакого-либо агрегата или участка не вызывает простоя остальных дотех пор, пока не выработан запас заготовок или не заполнена емкостьдля готовых деталей (рис. в — ж).
Классификация АЛ. Структура и конструктивное выполнение АЛ определяется ее назначением, принятым оборудованием и конкретными условиями эксплуатации. АЛ классифицируют по различным признакам:
По типу технологического оборудования АЛ делят на следующие группы: 1. Из агрегатных станков; 2. Из модернизированных универсальных станков, полуавтоматов и автоматов общего назначения (для обработки валов, дисков, зубчатых колес и т. д.); 3. Из специализированных и специальных станков, изготовленных только для данной АЛ; 4. Из станков с ЧПУ и транспортной системы с ПУ, которыми управляет единая УП.
|
|
|
По виду транспортных систем и способу передачи обрабатываемыхзаготовок со станка на станок различают АЛ:
1. Со сквозным транспортированием через рабочую зону (рис. б —г). Используются в основном для обработки корпусных заготовок на АС; 2. С верхним транспортированием (рис. в). Применяются для обработки заготовок шестерен, фланцев, валов и других деталей; 3. С боковым (фронтальным) транспортированием (рис. б). Используются при обработке заготовок коленчатых и распределительных валов, гильз, крупных колес; 4. С комбинированным транспортированием (рис. з); 5. С роторным транспортированием, применяемым в роторных АЛ, в которых процессы обработки и транспортирования заготовок частично
или полностью совмещены во времени.
По типу расположения оборудования различают замкнутые (рис. з) и незамкнутые (рис. а — ж) АЛ. В замкнутых АЛ загрузка заготовок и съем готовых деталей осуществляется в одном месте, что удобно, но доступ к агрегатам затруднен. Поэтому наиболее распространены незамкнутые АЛ с прямолинейным, Г-образным, П-образным и другим расположением оборудования.
По структурному построению различают АЛ:
1. С последовательным расположением оборудования (рис а); 2. С параллельно последовательным расположением (рис. д), когда в участках АЛ работают по несколько станков, выполняющих параллельно одну и ту же операцию, а участки в АЛ — последовательно.
По виду обрабатываемых заготовок различают АЛ для обработки корпусных заготовок, заготовок тел вращения и т. д.
По возможности переналадки АЛ делят на переналаживаемые и
непереналаживаемые. На первых периодически выполняется переналадка оборудования с обработки заготовки одного типа на другой, незначительно отличающихся по размерам и геометрической форме.
Длинные АЛ с целью уменьшения времени простоев разделяют на несколько самостоятельно функционирующих участков (рис. г), между которыми устанавливают накопители. В АЛ высокопроизводительных станков накопители могут быть установлены после каждого станка (рис. в). Целесообразность установки накопителя и его вместимость определяют на основе технико-экономических расчетов. Накопители сокращают простои АЛ, но увеличивают ее стоимость. Вместимость накопителя обычно выбирают для обеспечения 15—120 мин безотказной работы АЛ, исходя из производительности смежных станков или участков.
|
|
|
Накопителем может служить специальное устройство в виде магазина, бункера или сама транспортная система 2 (рис. д — ж). Для упрощения установки и закрепления нежестких заготовок корпусов и других деталей сложной конфигурации используют специальные приспособления-спутники, которые обеспечивают сохранность ориентации расположенных на них заготовок при транспортировании и обработке, во время которой спутник автоматически фиксируется и закрепляется на рабочих позициях АЛ.
В таких АЛ возврат спутников на рабочую позицию после снятия
готовой детали / может выполняться различными способами: 1. В вертикальной плоскости конвейером возврата 3 (рис. а), расположенным над рабочим конвейером 4. Перемещение спутника в вертикальной плоскости осуществляется подъемником 6 и опускателем 5. Подача спутника с заготовкой с рабочего конвейера 4 в станок 7 и обратно производится загрузочным устройством; 2. В горизонтальной плоскости сзади станков конвейерами возврата 8 (рис. б), расположенными на одной высоте с рабочим конвейером 4. Перемещение спутника в вертикальной плоскости осуществляется подъемником 6 и опускателем 5. Подача спутника с заготовкой с рабочего конвейера 4 в станок 7 и обратно производится загрузочным устройством; 3. В горизонтальной плоскости сзади станков конвейерами возврата 8 (рис. б), расположенными на одной высоте с рабочим конвейером 4. Имеются АЛ, в которых конвейер возврата 3 расположен выше рабочего конвейера. В этом случае передающие конвейеры выполняются наклонными. 4. В горизонтальной плоскости конвейерами возврата 3 и устройствами 6 для передачи спутников 2 между конвейерами 3 и 4 (рис. в). По рабочим позициям АЛ, где возврат разгруженных спутников отсутствует (рис. г).
схемы работы с приспособлениями-спутниками
|
|
|
В ряде АЛ, предназначенных для обработки заготовок очень сложной формы (например, коленчатых или эксцентриковых валов), спутники 2 служат только для транспортирования заготовок 1 между станками 7. В этом случае заготовка снимается со спутника и переносится для обработки на станок портальным манипулятором, который перемещает по траверсе 11 каретку 9 с двумя захватами 10 для транспортировки заготовок и деталей (рис. в)
Роторные АЛ. По структуре роторные АЛ, используемые в массовом производстве, имеют существенные отличия от АЛ, скомпонованных из АС и других станков, соединенных транспортной системой. Роторные АЛ комплектуются из роторных автоматов, в которых все технологические операции выполняются в процессе непрерывного транспортного движения обрабатываемой заготовки вместе с инструментом. Траектория транспортного перемещения изготавливаемой детали по всем станкам обеспечивается транспортными роторами. Высокая производительность роторных АЛ обеспечивается числом позиций роторных автоматов и частотой вращения роторов.
роторная автоматическая линия
Роторная АЛ состоит из многошпиндельных роторных станков-автоматов 1, которые связаны между собой транспортными роторами 4, выполняющими посредством клещей загрузку заготовок на первый автомат, их передачу между автоматами выгрузку готовых деталей. В роторном автомате заготовки переносятся толкателями 2 из клещей в патроны 6 рабочих шпинделей. Шпиндели совместно с суппортами 5 и закрепленным на них режущим инструментом смонтированы на барабане, который медленно вращается на центральной неподвижной колонне 8. Суппорты получают необходимые перемещения через тяги от неподвижного копира 7.
Применение АЛ снижает себестоимость изготовления деталей, сокращает число рабочих и занимаемые площади. По сравнению с отдельно работающими АС скомпонованные из них АЛ эффективнее в несколько раз: сокращается объем незавершенного производства. В АЛ для выполнения разнообразных операций по загрузке заготовок, выгрузке готовых деталей, по межоперационному складированию, ориентации и перемещению в процессе изготовления используются различные автоматические загрузочные, ориентирующие, поворотные, транспортные устройства, механизмы контроля, устройства для отвода стружки.
схемы автоматических загрузочных устройств
Загрузочные устройства АЛ. По месту расположения автоматические загрузочные устройства подразделяются на встроенные, являющиеся неотъемлемыми частями автоматов и работающие от общего привода (рис. а), и на расположенные около автоматов и между участками АЛ, работающие от самостоятельного привода (рис. б). По характеру подачи заготовок загрузочные устройства разделяют на устройства непрерывного (рис. г) и циклического действия (рис. в). Они имеют механический, гидравлический или пневматический привод.
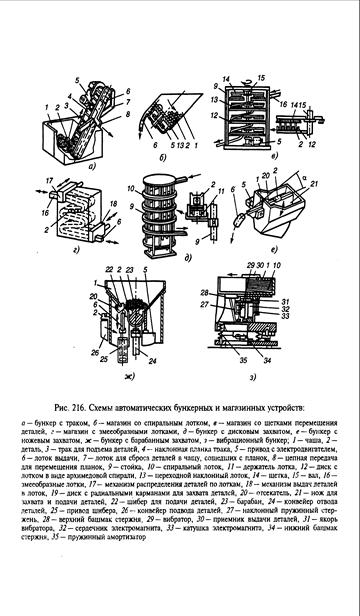
Загрузочные устройства осуществляют накопление и выдачу заготовки, полуфабрикатов или изделий в ориентированном положении и состоят из емкости и целевых механизмов: захвата; отсекателя; сбрасывателя; привода. В зависимости от метода накопления устройства подразделяют на бункерные, магазинные и штабельные. В бункерных устройствах объекты производства в емкости находятся в неориентированном положении. Посредством специального механизма они ориентируются и выдаются из бункерного устройства (рис. а, д — з). В магазинных устройствах объекты производства размещаются в емкости в ориентированном положении в один ряд (рис. б, в), а в штабельных устройствах — в несколько рядов или слоев (рис. в, г, ж).
Загрузочные устройства по конструкции подразделяют на цепные, фрикционные, трубчатые, дисковые и лотковые. Заготовки могут перемещаться в бункере или магазине под действием цепи, подающего диска, толкателя вращающихся щеток вибрационного механизма и других механизмов, а также под действием сил гравитации (массы). Перемещение заготовок может быть прерывистым и непрерывным.
Транспортные системы АЛ. Системы классифицируются по различным признакам:
1. По характеру транспортной связи между технологическим оборудованием АЛ различают транспортные системы синхронные (жесткие) и несинхронные (гибкие). В АЛ из АС для изготовления корпусных деталей наиболее часто используют транспортные системы с жесткой связью технологического оборудования, к которым относятся конвейеры с убирающимися собачками или поворачивающимися фланцами. Для сокращения простоев оборудования в АЛ с жесткой связью применяют конвейеры с управляющими собачками (рис. е ), выполняющими небольшое межоперационное накопление объектов производства между станками. В АЛ с гибкой связью, которые используют в основном для обработки заготовок тел вращения, чаще всего используют транспортные системы
в виде цепных, роликовых, винтовых, вибрационных конвейеров (рис. в, 3, ж, и, д), подъемников (рис. к, л), лотков (рис. г). При гибкой связи координация перемещений объектов производства в АЛ отсутствует.
2. По характеру перемещения объектов производства в АЛ различают транспортные устройства циклического (рис. а,б, е, л) и непрерывного действия (217, а, д, ж, з, и, к).
3. По способу перемещения объектов производства транспортные системы подразделяют на системы с перемещением под действием силы гравитации (рис. г), с принудительным перемещением (рис. а — з, к, л) и с перемещением смешанным способом.
4. По целевому назначению транспортные системы подразделяют на системы межоперационного и межстаночного обслуживания (рис. и, г и др.) и для удаления отходов — стружки (рис. и).
Механизмы изменения ориентации АЛ выполняют поворот заготовок на 90 и 180°. Для изменения ориентации корпусных заготовок используют барабаны для поворота вокруг горизонтальной оси, столы для поворота вокруг наклонной оси. Изменение ориентации заготовок тел вращения происходит при их транспортировании в лотках.
Системы управления АЛ. Выполнение заданного цикла работы отдельных встроенных единиц оборудования в АЛ осуществляется системами автоматического управления. Заданная последовательность работы оборудования АЛ обеспечивается своевременной подачей однозначных команд приводным и исполнительным органам станков и механизмов. В общем случае система управления АЛ состоит из трех типов устройств, служащих для получения информации, ее преобразования и передачи, использования информации дополнительными механизмами. В систему управления АЛ входит ряд подсистем: блокирования, контроля размеров обрабатываемых заготовок, сигнализации и т. д. В задачи системы управления АЛ входит автоматическое нахождение места появления отказа и определение его характера получение информации для управления эксплуатацией оборудования, данных о производительности АЛ, учет и анализ простоев, контроль состояния режущего инструмента.
Для управления АЛ часто используют путевой контроль на основе релейно-контактной аппаратуры. Системы управления АЛ строятся также на основе командоаппаратов -— профаммируемых контроллеров (ПК), представляющих собой малые управляющие машины, выполненные на элементах вычислительной техники. Выпускаются два вида ПК: 1. Малые ПК-ПКМ, служащие только для управления циклом работы оборудования; 2. Большие ПК-ПКБ, обеспечивающие управление циклом и организацию технического обслуживания оборудования.
Систему управления АЛ строят двухуровневой. Нижний уровень организован на базе ПК, а верхний — на базе ЭВМ. Состав управляющего оборудования определяется структурой АЛ. В системе управлений АЛ с жесткой связью на нижнем уровне ПКБ управляет циклом работы АЛ, осуществляет диагностирование оборудования и ряд функций диспетчирования, а малая ЭВМ верхнего уровня накапливает и обрабатывает статистическую информацию. Такая ЭВМ может быть общей для нескольких систем управления АЛ.В системе управления АЛ с гибкой связью работой каждого станка управляет индивидуальный ПКМ. При отказе какого-либо станка или ПКМ АЛ не останавливается, используя для работы межстаночные заделы. ПКМ объединяются посредством ПКБ или малой ЭВМ, которые управляют только техническим обслуживанием АЛ.
Автоматические линии создают для изготовления деталей крупносерийного и массового производства: корпусов, валов, шестерен и т. д. Создают также комплексы АЛ для изготовления изделий, например шариковых, роликовых и карданных подшипников качения.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 5304; Нарушение авторских прав?; Мы поможем в написании вашей работы!