КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Протягивание
|
|
|
|










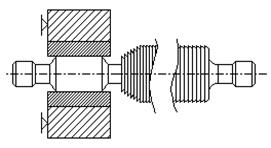










 При протягивании пользуются инструментом – протяжкой. Протягивание – процесс обработки внутренних поверхностей различной формы и плоских наружных поверхностей. Метод применяется в крупносерийном и массовом производстве. Достоинством метода является его высокая производительность при обработке сложных поверхностей с высокой степенью точности. Принципиальным отличием протягивания является отсутствие движения подачи. Движение резания всегда прямолинейное поступательное. Съём материала в процессе резания (при отсутствии движения подачи) происходит за счёт того, что каждый последующий зуб протяжки имеет размеры больше на некоторую величину t, чем предыдущий. В протяжке различают переднюю (1) и заднюю (5) захватные части, направляющую (2) часть, а также режущие (3) и калибрующие (4) части. Шаг зубьев должен обеспечивать равномерный процесс резания, но при этом необходимо стремиться, чтобы длина протяжки была по возможности меньше, для избежания трудностей при термообработке. Шаг зубьев можно определить по формуле: t=(1,25¸1,5)ÖL, где L – длина протягиваемого отверстия. Число режущих зубьев вычисляют так: Z=z/2Sз, где z – припуск под протягивание (при обработке цилиндрических отверстий составляет 0,5-1,5 мм на диаметр отверстий) Sз – подача на зуб. Для профильной схемы протягивания стальных заготовок, величина подачи на зуб 0,015¸0,08. Скорость резания изменяется в пределах от 1 до 15 м/мин. Задний угол резания у режущих зубьев протяжки 24°, передний – 10-20° при черновой обработке и порядка 5° при чистовой. В зависимости от сложности контура обрабатываемой поверхности применяются различные схемы протягивания:
При протягивании пользуются инструментом – протяжкой. Протягивание – процесс обработки внутренних поверхностей различной формы и плоских наружных поверхностей. Метод применяется в крупносерийном и массовом производстве. Достоинством метода является его высокая производительность при обработке сложных поверхностей с высокой степенью точности. Принципиальным отличием протягивания является отсутствие движения подачи. Движение резания всегда прямолинейное поступательное. Съём материала в процессе резания (при отсутствии движения подачи) происходит за счёт того, что каждый последующий зуб протяжки имеет размеры больше на некоторую величину t, чем предыдущий. В протяжке различают переднюю (1) и заднюю (5) захватные части, направляющую (2) часть, а также режущие (3) и калибрующие (4) части. Шаг зубьев должен обеспечивать равномерный процесс резания, но при этом необходимо стремиться, чтобы длина протяжки была по возможности меньше, для избежания трудностей при термообработке. Шаг зубьев можно определить по формуле: t=(1,25¸1,5)ÖL, где L – длина протягиваемого отверстия. Число режущих зубьев вычисляют так: Z=z/2Sз, где z – припуск под протягивание (при обработке цилиндрических отверстий составляет 0,5-1,5 мм на диаметр отверстий) Sз – подача на зуб. Для профильной схемы протягивания стальных заготовок, величина подачи на зуб 0,015¸0,08. Скорость резания изменяется в пределах от 1 до 15 м/мин. Задний угол резания у режущих зубьев протяжки 24°, передний – 10-20° при черновой обработке и порядка 5° при чистовой. В зависимости от сложности контура обрабатываемой поверхности применяются различные схемы протягивания:
1) Профильная схема. Каждый зуб снимает стружку по всему контуру тонкими параллельными слоями. Применяется эта схема при протягивании простых контуров, когда на каждом зубе достаточно просто обеспечить полностью протягиваемый контур.
2) Генераторная схема. Она предусматривает разбивку контура на участки, где режущие зубья снимают стружку также параллельными слоями, и только последние зубья проводят обработку всего профиля.
3) Прогрессивная схема. Её также называют групповой. Данная схема подразумевает разбивку всего контура на узкие участки, с которых материал снимается на всю величину припуска.
Прошиванием называют аналогичную протягиванию обработку более коротким инструментом – прошивкой. При прошивании инструмент испытывает напряжения сжатия, а при протягивании – растяжения, поэтому прошивку выполняют относительно небольшой длины (250-500 мм).
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 222; Нарушение авторских прав?; Мы поможем в написании вашей работы!