КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология установки сектора
|
|
|
|
В зависимости от типа установки положение и способы крепления зубчатого сектора могут быть различными. На рис. 33 показаны наиболее типичные случаи расположения силовых зубчатых секторов. На рис33,а установка сектора производится в два этапа. Предварительно сектор устанавливается и регулируется на внешней обойме шарикового кольца. Кольцо устанавливается в специальное приспособление, в котором контролируется точность прилегания его внутренней обоймы к плоскости приспособления, эмитирующей посадочную поверхность шарикового кольца в стойке, допускается неприлегание не более 0,07 мм, после чего кольцо крепится болтами. Зубчатый сектор устанавливается на внешнюю обойму кольца и крепится к ней технологическими ботами. Положение зубчато сектора контролируется относительно оси вращения, отклонение радиуса начальной окружности (делительной окружности) Rн.о. должно было не более -0,035мм.
В случае если отклонения превышают требуемое значение, затяжку болтов ослабевают и производят дополнительную регулировку сектора.
Проверка отклонения производится как минимум в трёх точках, на середине ширины сектора и по краям, с помощью индикаторной головки, закреплённой на подвижной штанге приспособления. После обеспечения требуемой точности положения сектора производится окончательная затяжка технологических болтов и контролируется R н.о.
Через отверстия в обойме шарикового кольца сверлятся и развертываются два отверстия в секторе, которые используются для установки штифтов, обеспечивающих несбиваемость сектора относительно оси вращения кольца при эксплуатации. После разделки отверстий под штифты сектор и шариковое кольцо снимаются и направляются на общую сборку стойки.
|
|
|
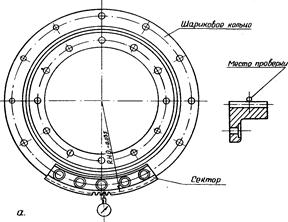 |
 Рис.33
Рис.33
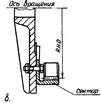
Во втором случае зубчатый сектор устанавливается непосредственно на предварительно обработанной поверхности ребра лафета (рис. 33,6) или на стенке корпуса (рис. 33,в). В соответствии с указанными вариантами технология установки и крепления сектора будет несколько различной. В первом варианте предварительное крепление зубчатого сектора к ребру лафета осуществляется с помощью струбцин, а во втором варианте с помощью двух технологических болтов, отверстия под которые просверлены заранее и имеют диаметр меньше основных. В остальном последовательность и содержание операций практически одинаковы.
Соосно с осью вращения лафета устанавливается приспособление с индикаторной головкой и закрепляется на нем. Проверяется и при необходимости пришабривается по месту плоскость под сектор, тем самым, обеспечивается перпендикулярность зубьев к установочной плоскости в пределах не более 0,03 мм или их параллельность оси вращения лафета. При этом выдерживается радиус R н.о с допуском -0,035 мм. Перемещение по плоскости обеспечивается в процессе регулировки легким постукиванием медным молотком по предварительно зафиксированному струбцинами сектору. После окончания регулировки сектора струбцины затягиваются окончательно и по отверстиям в нем сверлятся два отверстия в лафете и нарезается резьба в них. Технологическими болтами сектор крепится к лафету и проверяется R н.о.
По отверстиям в секторе сверлятся оставшиеся отверстия в ребре лафета, после чего сектор снимается. Все отверстия разделываются и развертываются, с противоположной сектору стороны производится циковка под втулки. После запрессовки втулок сектор крепится болтами и контролируется R.н.о.и перпендикулярность зуба. Отклонения не должны превышать 0,03 мм по всей длине зуба. После окончательной затяжки болтов в лафете сверлятся и развертываются как минимум два отверстия через отверстия в секторе. В обработанные таким образом отверстия запрессовываются штифты и производится окончательный контроль точности установки сектора, после чего болты контрятся контровочной проволокой.
|
|
|
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 459; Нарушение авторских прав?; Мы поможем в написании вашей работы!