КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды печатных плат и их характеристики
|
|
|
|
Лекция №10: Конструкции и технология печатных плат. Современные методы изготовления печатных плат
Конструирование печатных плат и технология их изготовления настолько связаны друг с другом, что х отдельное рассмотрение на представляется возможным. Размещая компоненты схемы или элементы проводящего рисунка на поверхности основания печатной платы, выбирая конфигурацию и размеры печатных проводников и контактных площадок, конструктор всегда имеет в виду возможности и ограничения того технологического процесса, который будет использован при производстве печатной платы и печатного узла. Многочисленные рекомендации и наставления, приведенные в нормативно-технических документах по конструированию ПП, не досужая придумка чиновника от радиоэлектроники, а отражение реальных возможностей современного производства.
Достаточно подробно основные моменты конструирования печатных плат рассмотрены в методических указаниях /1/. Здесь же отметим лишь один основополагающий аспект конструирования ПП.
С целью упрощения технологического оборудования с самого начала использования печатных плат было принято соглашение о том, что расстояния между выводами устанавливаемых элементов должны быть кратны 2,5 мм. Поэтому при конструировании ПП используется специальная координатная сетка из горизонтальных и вертикальных линий с шагом 2,5 мм, в узлах которой конструктор стремится располагать центры монтажных (куда вставляются выводы элементов) и крепежных отверстий. Печатные проводники также стараются проводить вдоль линий этой сетки. В дальнейшем в связи с постепенным переходом от монтажа в отверстия к монтажу на поверхность печатной платы (когда для закрепления вывода элемента в плате уже не сверлится монтажное отверстие, а формируется лишь плоская контактная площадка) появилось оборудование и элементы, использующие шаг 1,25 и 0,625 мм. Очевидно, что уменьшение шага сетки требует перехода на новый более дорогостоящий вид технологического оборудования и разработки новых конструкций компонентов схемы. Но, по-видимому, переход к монтажу на поверхность является магистральным направлением развития современных РЭС.
|
|
|
Процесс конструирования печатной платы, как указано в /1/, начинается с выбора вида ПП. Конструктивно-технологические разновидности печатных плат (ПП), используемые в современном производстве, представлены на рис. 6.1. В зависимости от числа нанесенных проводящих слоев ПП разделяют на одно-, двухсторонние и многослойные.
Односторонние печатные платы выполняются на листовом слоистом или рельефном литом основании без металлизации или с металлизацией монтажных отверстий. Общим недостатком плат без металлизации отверстии является частое отслаивание и обрывы
проводников в местах закрепления выводов компонентов. Платы на слоистом диэлектрике просты по конструкции и экономичны в изготовлении. Их применяют для монтажа бытовой аппаратуры, блоков питания и устройств техники связи. Низкие затраты, высокую технологичность и нагревостойкость имеют рельефные (трехмерные) литые ПП, на одной
стороне которых расположены элементы печатного монтажа, а на другой объемные элементы (корпуса соединителей, периферийная аппаратура для крепления деталей и ЭРЭ, теплоотводы и т.д.). В этих платах за один технологический цикл получается вся
конструкция с монтажными отверстиями и специальными углублениями для расположения ЭРЭ, монтируемых на поверхность. В настоящее время технология рельефных ПП интенсивно развивается.
Двухсторонние печатные платы (ДПП) имеют проводящий рисунок на обеих сторонах диэлектрического или металлического оснований. Электрическая связь слоев печатного монтажа осуществляется с помощью металлизации отверстий. Двухсторонние печатные платы обладают повышенной плотностью монтажа и надежностью соединений. Они используются в измерительной технике, системах управления и автоматического регулирования. Использование металлических оснований позволяет решить проблему теплоотвода в сильноточной и радиопередающей аппаратуре.
|
|
|
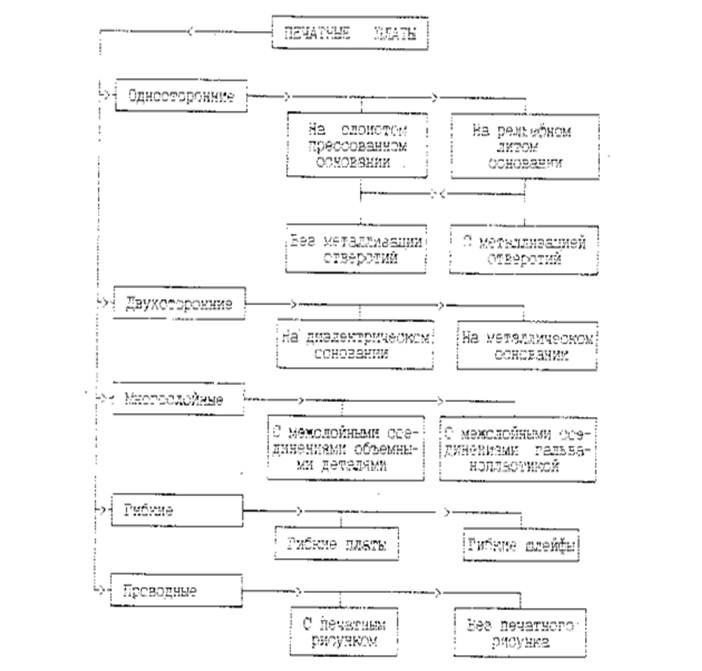
Рис. 6.1. Классификация печатных плат
Многослойные печатные платы (МПП) состоят из чередующихся слоев изоляционного материала и проводящего рисунка, соединенных клеевыми прокладками в монолитную листовую структуру путем прессования. Электрическая связь между проводящими слоями выполняется специальными объемными деталями, печатными элементами или химико-гальванической металлизацией. Платы характеризуются высокой плотностью монтажа, надежностью, устойчивостью к климатическим и механическим воздействиям. Однако большая трудоемкость изготовления, высокая точность рисунка и совмещения отдельных слоев, необходимость тщательного контроля на всех операциях, низкая ремонтопригодность, сложность технологического оборудования и высокая стоимость позволяют применять МПП для тщательно отработанных конструкций электронно-вычислительной, авиационной и космической аппаратуры.
Гибкие печатные платы (ГПП) конструктивно оформлены также как ОПП или ДПП, но выполняются на эластичном основании толщиной,1...0,5 мм. Они применяются в тех случаях, когда плата в процессе эксплуатации подвергается вибрациям, многократным изгибам или ей после установки ЭРЭ необходимо придать компактную изогнутую форму. Разновидностью ГПП являются гибкие печатные кабели (ГПК), которые состоят из одного или нескольких непроводящих слоев с размещенными печатными проводниками. Толщина ГПК колеблется от 0,06 до 0,3 мм. Они широко применяются для межсоединений узлов и блоков РЭС, так как занимают меньшие объемы и легче круглых жгутов и кабелей, а их производство может осуществляться непрерывно на рулонном материале. Проводные печатные платы представляют собой диэлектрическое основание, на котором выполняется печатный монтаж или отдельные его элементы (контактные площадки,
шины питания и заземления), а необходимы электрические соединения проводят изолированными проводами диаметром 0,1...0,2 мм. Эти платы нашли применение на этапах макетирования, разработки опытных образцов, в условиях мелкосерийного выпуска, когда производство МПП неэкономично. Трехслойная проводная плата эквивалентна по монтажу 8...11-слойной МПП. При этом сокращается количество необходимой технологической оснастки и применяемых операций. Разработано специальное технологическое оборудование (типа станков с ЧПУ), которое позволяет осуществлять автоматизированное соединения проводами по заранее заданной программе.
|
|
|
Современные методы изготовления ПП принято разделять на
две группы: аддитивные и субтрактивные (рис. 7.1).
1. Субтрактивные методы изготовления
В субтрактивных методах в качестве основания для печатного монтажа используют фольгированные диэлектрики, и проводящий рисунок формируется путем удаления фольги с непроводящих (пробельных) участков. Разрешающая способность (0,2-0,3 мм) определяется подтравливанием проводников при удалении пробельных мест и увеличивается с уменьшением толщины медной фольги.
Субтрактивный химический способ используется при изготовлении односторонних печатных плат и включает следующие основные технологические операции:
- вырезание из листа фольгированного диэлектрика заготовки печатной платы заданных размеров и конфигурации; - сверление на станках с ЧПУ монтажных отверстий в заготовке;
- защита будущих проводников и контактных площадок материалом, стойким к действию травителей меди (краска, фоторезист). Используется сеткография, фотолитография или
офсетная печать;
- стравливание пробельных мест, не защищенных на предыдущем этапе, в
специальных растворах (используется, например, водный раствор хлорного железа или хлорной меди с необходимыми добавками);
|
|
|
- удаление защитного рисунка и маркировка платы.
Для изготовления двухсторонних печатных плат с химико-гальванической металлизацией отверстий используются комбинированные методы - позитивный и негативный.
Комбинированный позитивный способ включает следующие технологические операции:
- получение заготовки из листа диэлектрика фольгированного с двух сторон, сверление и очистка отверстий;
- химическое меднение (осаждение тонкого слоя меди из раствора ее
соли) поверхности печатной платы и монтажных отверстий;
- нанесение методами фотолитографии, сеткографии или офсетной печати защитного рисунка на пробельные (обратите внимание!) места;
- наращивание слоя меди на поверхности проводников и в
монтажных отверстиях в гальванических ваннах (осаждение меди под действием электрического тока); - нанесение гальваническим способом защитного слоя металла, стойкого к действию травителей меди на проводники и в монтажные отверстия (в частности, может использоваться олово);
- удаление защитного рисунка с пробельных мест и травление меди;
- промывка, контроль и маркировка платы.
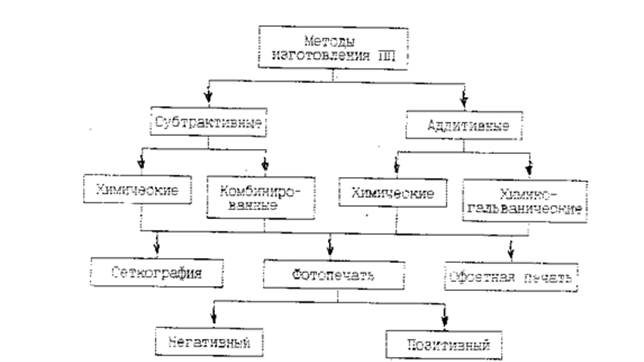
Рис. 7.1. Классификация методов изготовленияпечатных плат
Особенностью (и недостатком!!) позитивного метода является гальваническое нанесение на проводники и в монтажные отверстия защитного металлического слоя. Это непростая технологическая операция, во время которой заготовка подвергается длительному воздействию агрессивной химической среды, ухудшающей ее диэлектрические свойства.
В комбинированном негативном методе эта операция не используется и последовательность действий следующая:
- получение двухсторонней заготовки и сверление отверстий;
- нанесение защитного рисунка на проводники и контактные площадки и травление меди с пробельных мест;
- химическое меднение отверстий; - гальваническое наращивание слоя меди в отверстиях и на проводниках; - промывка, контроль и маркировка печатных плат.
Для гальванического осаждения меди необходимо, чтобы проводящий рисунок на плате составлял единую электрическую цепь. В комбинированном негативном способе для этого используются технологические перемычки или специальные контактные устройства. Поэтому его разрешающая способность несколько ниже, чем у позитивного способа.
Аддитивные методы изготовления
Аддитивные методы основаны на избирательном осаждении токопроводящего покрытия на диэлектрическое основание. По сравнению с субтрактивными они обладают следующими преимуществами:
- однородностью структуры, так как проводники и металлизация отверстий получаются в едином химико-гальваническом процессе; - устраняют подтравливание элементов печатного монтажа;
- улучшают равномерность толщины металлизированного слоя в
отверстиях;
- повышают плотность печатного монтажа (ширина проводников составляет 0,13...0,15 мм); - упрощают технологический процесс, исключая ряд операций (нанесение защитного покрытия, травление) и делают его более экологически чистым;
- экономят медь, химикаты для травления и затраты на нейтрализацию сточных вод;
- уменьшают длительность производственного цикла.
По способу создания токопроводящего покрытия аддитивные методы разделяются на химические и химико-гальванические. При химическом процессе на каталитически активных участках поверхности диэлектрического основания происходит химическое восстановление ионов металла. В разработанных растворах скорость увеличения толщины покрытия
составляет-4 мкм/ч и для достижения необходимой величины 20-25 мкм требуется значительное время. В химико-гальваническом методе химическим способом получают лишь сравнительно тонкий проводящий слой металла (1-5 мкм), который затем избирательно усиливают более производительным электролитическим осаждением. Предварительная химическая металлизация при этом должна обеспечивать электрическое соединение всех элементов печатного монтажа.
Несмотря на указанные значительные преимущества, применение аддитивных методов в массовом производстве ПП ограничено низкой производительность, интенсивным воздействием электролитов на диэлектрик, трудностью получения металлических покрытий с хорошей адгезией. В настоящее время доминирующей является все же субтрактивная технология, особенно с переходом на фольгированные диэлектрики с тонкой фольгой (5 и 8 мкм вместо 35 и 50 мкм).
Печатно-проводные платы
Для реализации электрических соединений в пределах платы наряду с печатным монтажом широко используют монтаж объемными проводами в изоляции. В ряде случаев такой монтаж экономичнее, чем с помощью обычной печатной платы (например, если плата
большая с высокой плотностью компоновки, а монтаж проводом выполняется автоматизированным методом). Электрические соединения проводом позволяют вносить изменения и облегчают ремонт, повышают плотность компоновки из-за многократного перекрещивания проводов на одной поверхности, упрощают процесс трассировки, минимизируют длину соединений, уменьшают перекрестные помехи, сокращают сроки
проектирования и изготовления, уменьшают количество требуемой технологической оснастки (фотооригиналов, фотошаблонов и др.), но затрудняют воспроизводимость параметров электрических связей (волнового сопротивления, паразитных параметров).
Широкие технические возможности проводного монтажа, его экономичность в условиях мелкосерийного производства привели к разработке программируемого автоматического оборудования и многочисленных технологических вариантов реализаций: стежковый, многопроводный с фиксированием проводов, незакрепленными проводами.
Стежковый монтаж представляет собой процесс трассировки электрических цепей по кратчайшим расстояниям на поверхности двухсторонней печатной платы, имеющей контактные площадки и монтажные отверстия, при помощи изолированных монтажных
проводов, которые образуют в монтажных отверстиях петли, подпаиваемые к контактным площадкам. Монтажная плата при этом изготовляется по типовой технологии, но ее основными элементами являются не проводники, а контактные площадки для подсоединения планарных выводов ИС, ЭРЭ, соединителей, монтажные отверстия под петли и контактные
площадки для распайки петель. В качестве диэлектрического основания применяют стеклотекстолит с толстым медным слоем (СФ-2Н-50), что позволяет улучшить теплоотвод и исключить отслаивание контактных площадок при пайке на них петель. Монтаж ведут
изолированными проводами (например, марки ПЭВТКЛ) диаметром 0,08...0,2 мм.
Изготавливаемая монтажная плата собирается в специальном приспособлении в пакет, который состоит из нескольких слоев кабельной бумаги, эластичной резины и листа плотной резины. Трассировка и прошивка платы осуществляется пустотелой иглой, с расположенным внутри монтажным проводом. Игла проходит сквозь монтажное отверстие в плате и прокалывает слои эластичной резины, которые задерживают провод при обратном ходе иглы. Так образуются монтажные петли. Для укладки провода используют ручные прошивочные карандаши или станки с ЧПУ. После окончания прошивки со стороны
проводов на плату накладывается металлическая пластина со слоем губчатой резины для поджатия проводов. С монтажного приспособления последовательно снимаются слои твердой и эластичной резины. Оставшиеся слои кабельной бумаги защищают плату при
лужении проволочных петель и удаляются после выполнения этой операции. Лужение петель проводят вручную паяльником или погружением в ванну с припоем. Подгибка и
пайка петель также проводится вручную или на станках с ЧПУ. Несмотря на то, что отдельные операции стежкового монтажа автоматизированы, производительность и эффективность всего процесса невелика.
Многопроводный монтаж с фиксированием основан на прокладывании изолированных проводов по поверхности ПП, на которую нанесен адгезионный слой, фиксировании в этом слое и соединении с проводящими элементами платы.
При монтаже незакрепленными проводами проложенные проводники сразу же соединяются с контактными площадками ПП пайкой или сваркой. Сварка обеспечивает более надежное соединение элементов в условиях вибрационных и ударных нагрузок.
Литература по теме
1. Блохин С.В., Лопаткин А.В., Петров В.В. Конструирование печатных узлов: Методические указания к лабораторной работе N1 по дисциплине "Основы конструирования и технологии РЭС". -Н. Новгород, НГТУ, 1993. -21 с.
2. Технология и автоматизация производства радиоэлектронной аппаратуры: Уч. для вузов/Под ред. А.П. Достанко и Ш.М. Чабдарова.-М.: Радио и связь, 1989. -624 с.
3. Блохин С.В., Лопаткин А.В., Петров В.В. Конструирование печатных узлов: Методические указания к лабораторной работе N1 по дисциплине "Основы конструирования и технологии РЭС". -Н. Новгород, НГТУ, 1993. -21 с.
4. Технология и автоматизация производства радиоэлектронной аппаратуры: Уч. для вузов/Под ред. А.П. Достанко и Ш.М. Чабдарова.-М.: Радио и связь, 1989. -624 с.
Вопросы для самопроверки
1. Укажите основные отличия между аддитивными и субтрактивными методами изготовления. Какие способы имеют большую разрешающую способность, а какие меньшую трудоемкость?
2. Перечислите основные субтрактивные методы. Какие технологические операции входят в их состав?
4. Как выполняется стежковый монтаж?
5. Как выполняется монтаж с фиксацией проводов? Без фиксации?
6. Назовите и охарактеризуйте основные виды печатных плат.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 6827; Нарушение авторских прав?; Мы поможем в написании вашей работы!