КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка по Z
|
|
|
|
СОЖ
СОЖ. Задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ.
Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
Текущий инструмент — если этот флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.
Закладка Дополнительные параметры ТП "Фрезеровать 2.5X"
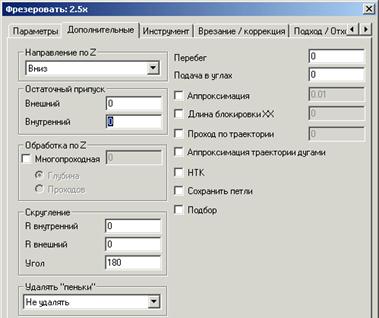
Направление по Z. Чтобы назначить направление обработки по оси Z, выберите нужный параметр из списка.
Вниз — обработка конструктивного элемента в направлении от плоскости КЭ к плоскости дна.
Вверх — обработка конструктивного элемента в направлении от плоскости дна к плоскости КЭ.
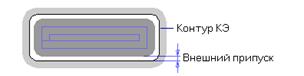
Остаточный припуск — это необработанный слой материала, оставленный на внешнем контуре конструктивного элемента или контурах внутренних элементов. Величина остаточного припуска может быть как положительной, так и отрицательной.
Внешний — это остаточный припуск, оставленный на внешнем контуре конструктивного элемента. Для КЭ Плоскость величина остаточного припуска определяет положение прохода инструмента при обработке края плоскости.
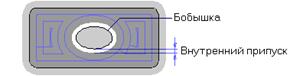
Внутренний — это остаточный припуск, оставленный на контурах внутренних элементов.
Обработка по Z. Задайте параметры обработки с постоянным уровнем Z.
Многопроходная — включение многопроходной обработки. Если флажок установлен обработка конструктивного элемента производится за несколько параллельных проходов в плоскости XY. Чтобы обработать конструктивный элемент за одно врезание, снимите флажок Многопроходная.
Глубина — величина глубины одного прохода по Z. ADEM CAM определяет количество врезаний на основе общей глубины конструктивного элемента. Последнее врезание может оказаться на меньшую глубину, чем заданное. Например, глубина конструктивного элемента равна 50 мм, а величина глубины врезания равна 12 мм. За четыре врезания инструмент опустится на 48 мм (12*4=48), а последнее врезание произойдет на 2 мм. Таким образом, весь конструктивный элемент будет обработан по глубине за пять врезаний.
|
|
|
Проходов — количество одинаковых по глубине проходов при обработке с постоянным уровнем Z. Глубина снимаемого слоя металла за одно врезание определяется делением глубины конструктивного элемента на количество врезаний.
Скругление. Параметры группы Скругление могут использоваться, например, для обеспечения плавности траектории движения, при задании коррекции на радиус инструмента.


R внут. — (Радиус для внутренних углов) — радиус скругления траектории движения инструмента при обработке внутренних углов конструктивного элемента.
R внеш. — (Радиус для внешних углов) — радиус скругления траектории движения инструмента при обработке внешних углов конструктивного элемента.
Угол — диапазон внешних углов от нуля до заданного значения, при обработке которых траектория движения инструмента будет скругляться заданным радиусом для внешних углов R внеш. Величина угла измеряется со стороны металла. Угол задается в градусах.

Удалять пеньки. Функция удаляет «пеньки», то есть часть металла, оставшуюся после обработки между соседними проходами, если стоит тип обработки «эквидистанта» и инструментом является фреза с радиусом скругления. Чтобы определить режим удаления пеньков, выберите нужный параметр из списка.
Не удалять — пеньки не удаляются совсем.
Удалять не все — пеньки удаляются с учетом только цилиндрической части фрезы.
Удалять — пеньки удаляются с учетом цилиндрической части фрезы и радиуса скругления инструмента.
|
|
|
| Режим Примечание. Режим Удалять работает лишь в случае когда глубина резания меньше или равна диаметру инструмента. |

| ||
| Не удалять пеньки | Удалять не все | Удалять |
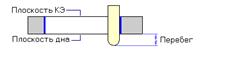
Перебег — расстояние, на которое инструмент выходит за нижнюю кромку конструктивного элемента. Параметр Перебег имеет смысл только для конструктивных элементов, не имеющих дна
Подача в углах — величина подачи при обработке внутренних углов конструктивного элемента. Изменение рабочей подачи необходимо: либо при снятии большего слоя металла в углах, чем на других участках конструктивного элемента, либо при чистовой обработке. ADEM CAM анализирует величины углов конструктивных элементов и, в зависимости от них, производит включение подачи коррекции на автоматически вычисленном расстоянии.
Аппроксимаци я — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
Длина блокировки ХХ. Если величина перемещений на холостом ходу меньше заданной длинны блокировки ХХ, то холостые ходы заменяются линейными перемещениями на рабочей подаче.
Проход по траектории позволяет выполнить отход от контура на расстоянии от точки подхода, те между точками подхода и отхода появляется линейный участок, если этого параметра нет, то подход/отход выполняется в одной и той же точке.
Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента, лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо, чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
Начальная точка контура (НТК) — соединение эквидистантных проходов в направлении начальной точки контура. Если флажок НТК снят, то эквидистантные проходы соединяются по кратчайшему расстоянию. Начальная точка контура — это точка, с которой начиналось построение контура в ADEM CAD.
Сохранить петли — параметр необходим для контроля траектории движения инструмента в случае отладки технологического объекта. Если установлен флажок Сохранить петли, то петли эквидистанты из траектории движения инструмента не удаляются.
|
|
|
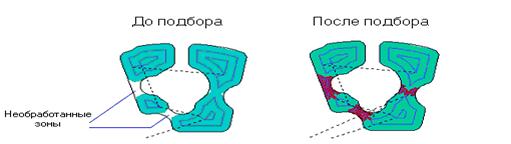
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент.
Закладка Подход/Отход
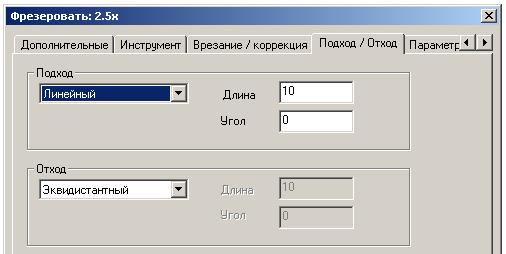
Подход. Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
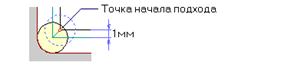
Эквидистантный - Подход к контуру по биссектрисе угла в точке подхода на расстоянии 1 мм. Если точка подхода находится внутри контура или на граничных точках незамкнутого контура, подход к контуру будет произведен по нормали к контуру в точке подхода.
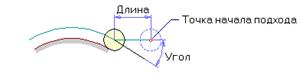
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.
Радиусный - Подход к контуру по дуге заданного радиуса. Для задания радиусного подхода, необходимо задать радиус дуги подхода и центральный угол.

Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиусный).
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в первой точке эквидистанты. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
Отход. Выберите тип отхода из списка и задайте параметры отхода.
Выключено – Инструмент остается в точке конца обработки контура.
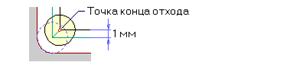
Эквидистантный – Отход от контура по биссектрисе угла в точке конца обработки контура на расстояние 1 мм. Если точка конца обработки находится внутри контура или на граничных точках незамкнутого контура, отход от контура производится по нормали к контуру.
Линейный – Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.
|
|
|

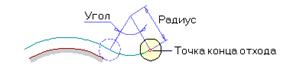
Радиусный – Отход от контура по дуге заданного радиуса и центрального угла. Для задания отхода по дуге, необходимо задать радиус дуги.
Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
4.3.1.2. Технологический переход "Фрезеровать 3X"
Фрезеровать 3X — технологический переход, определяющий обработку КЭ Поверхность. Тип инструмента, используемого в переходе «Фрезеровать» — фреза.
Параметры технологического перехода "Фрезеровать3X" определяются в диалоге "Фрезеровать 3X". ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
Закладка Параметры технологического перехода "Фрезеровать 3X"
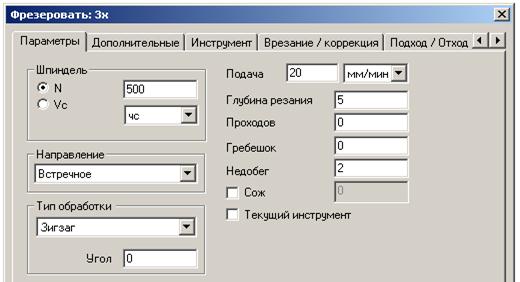
В закладке Параметры данного перехода значительное отличие от перехода"Фрезеровать 2.5X" содержится в группе Тип обработки.
Задание схемы обработки. ADEM CAM позволяет выбрать одну из десяти различных схем 3Х-обработки:
Эквидистанта — эквидистантная обработка, эта схема обработки используется только при наличии ограничивающего контура, глубина резания и количество проходов должны быть равны 0. В этом случае будет выполнен один проход по контуру.

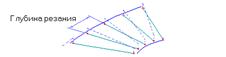
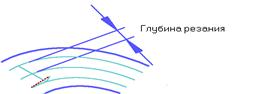
Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

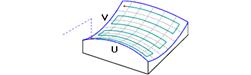
Петля UV — обработка вдоль параметрических (UV) линий поверхности с сохранением выбранного (встречное или попутное) направления фрезерования. Направление задается углом относительно оси Х.
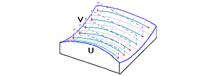
Зигзаг UV — обработка вдоль параметрических (UV) линий поверхности с чередованием встречного и попутного направления фрезерования. Направление задается углом относительно оси Х.
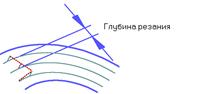
Карандашная. Карандашная обработка предназначена для обработки сопрягающихся поверхностей. Система ищет места сопряжения и в них осуществляет проход. Карандашная обработка поверхности производится только в тех местах границы поверхности, в которых она недоступна для инструмента или радиус сопряжения в них меньше или равен радиусу инструмента. Если необходима обработка в месте, где радиус сопряжения больше указывается параметр Rmax сопр. Т.е. максимальный радиус сопряжения, до которого будет выполняться обработка. Не имеет смысла задавать Rmax сопр меньше радиуса скругления инструмента.

Петля контурная — обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
Зигзаг контурный — обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
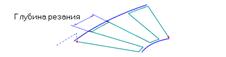
Петля контурная II – обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется вдоль контуров.
Зигзаг контурный II – обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется вдоль контуров.
Закладка Дополнительные параметры технологического перехода "Фрезеровать 3X"
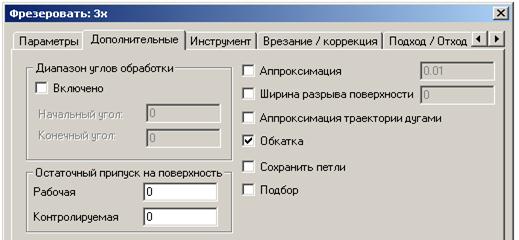
Диапазон углов обработки Задание диапазона углов обработки. Диапазон углов определят область поверхности, которая будет обработана. Обрабатывается та часть поверхности, где угол между нормалью к поверхности и проекцией вектора нормали на плоскость XY лежит в заданном диапазоне.
Включено — включает контроль диапазона углов обработки. Начальный — задание нижней границы диапазона углов обработки. Конечный — задание верхней границы диапазона углов обработки.
Остаточный припуск на поверхность. Задание припусков на поверхность. Остаточный припуск позволяет задать припуск на обрабатываемые и контролируемые поверхности различной величины. Рабочая — задание припуска на обрабатываемые поверхности.
Контролируемая — задание припуска на контролируемые поверхности.
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
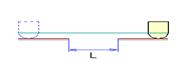
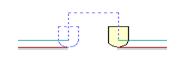
Ширина разрыва поверхности — устанавливает максимальную ширину зазора между поверхностями, который будет игнорироваться при формировании траектории движения инструмента. Если диаметр инструмента меньше, чем ширина зазора, или ширина зазора больше, чем заданная максимальная ширина, то инструмент будет перемещаться над зазором на холостом ходу.
| Ширина разрыва поверхности больше заданной | Ширина разрыва поверхности меньше заданной |

| 
|
Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
Обкатка — обработка с обкаткой края поверхности. Данный параметр используется только для 3x координатной обработки.
| Обкатка выключена | Обкатка включена |
| 
|
Сохранить петли — Если установлен флажок Сохранить петли, то траектория движения инструмента строится без контроля на проникновение инструмента в тело детали.
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент. Параметр Подбор можно использовать только для технологических объектов, параметрически связанных по конструктивному элементу
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 582; Нарушение авторских прав?; Мы поможем в написании вашей работы!