КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
ТЕПЛОВЫЕ ПРОЦЕССЫ
 |
Сущность тепловых процессов разделения полуфабриката или удаления излишнего материала состоит в нагревании металла заготовки, плавлении, превращении его в окислы или пары и удалении этих продуктов газовой струёй или испарением. В самолетостроении находят применение газопламенная (кислородно-ацетиленовая) и плазменная обработки, а также начинает применяться лучевая обработка.
Газопламенная обработка (кислородно-ацетиленовая) применяется для вырезки фигурных заготовок из листов и плит малоуглеродистой и низколегированной стали толщиной от 5 до 100 мм.
Производительность резки весьма высокая. Например, малоуглеродистую сталь толщиной 5... 15 мм можно резать со скоростью 1,8... 1,2 м/мин. Стоимость вырезки фигурных заготовок из стали в 10... 20 раз ниже стоимости фрезерования.
Кислородно-ацетиленовую резку по шаблонам заготовок из стали толщиной от 5 до 100 мм производят на машинах шарнирного типа АСШ-2. Наибольшие размеры вырезаемых заготовок 750—1500 мм. Чистота реза приближается к чистоте механической обработки. Погрешность копирования не превышает 0,3 ... 0,5 мм.
Кислородно-флюсовую обработку применяют для вырезки заготовок из хромистых и хромоникелевых жаропрочных и коррозирнно-стойких сталей, цветных металлов и сплавов. Флюсом служит железный порошок с частицами 0,13... 0,2 мм, который непрерывно подается в струю режущего кислорода. При сгорании флюса выделяется дополнительное количество тепла, повышающее температуру в месте реза, благодаря чему образующиеся окислы не затвердевают. Продукты сгорания флюса переходят в шлак,понижая температуру его плавления.
|
|
|
Пакеты листов из титановых сплавов и коррозионно-стойких сталей разрезаются с верхним накладным листом из малоуглеродистой стали толщиной 1,5... 3,0 мм, предохраняющим кромки верхних листов от оплавления и чрезмерного нагревания. Пакетная резка листов должна производиться в специальном зажимном приспособлении, когда листы плотно прилегают друг к другу, и устраняется возможность свободной деформации заготовки и ее провисания. Заготовки после вырезки правятся для устранения коробления. Под механическую обработку следует предусматривать припуск 3... 5 мм.
При кислородно-флюсовой резке коррозионно-стойкой стали Х18Н9Т ширина реза 8... 10 мм, а скорость резки пакета толщиной 12... 50 мм соответственно -260... 90 мм/мин.
Плазменная обработка. Если электрическую дугу теми или иными способами суживать, то можно получить поток так называемой «плазмы» с температурой более 15 000 °С. Потоком плазмы можно разрезать различные металлы, сплавы, сваривать тугоплавкие металлы и наплавлять на изделие покрытия.
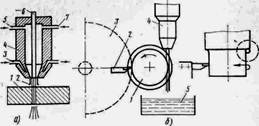
Рис.6. Схема плазменной обработки:
а — разделение полуфабриката; 1 — полуфабрикат; 2 — сжатая дуга; 3 — подача воды для охлаждения наконечника горелки; 4 — корпус горелки; 5 — подача аргона; 6 — вольфрамовый электрод; 7 — подача водорода; б — удаление материала с поверхности вращающейся заготовки с последующим обтачиванием или шлифованием; 1 — заготовка;
|
|
|
2 — резец; 3 — абразивный круг; 4 — плазменная горелка; 5 — ванна с водой
На рис. 6 а показана схема плазменной горелки. Между вольфрамовым электродом и обрабатываемым полуфабрикатом возбуждается сжатая дуга, сосредотачиваемая на небольшом участке полуфабриката. Теплом дуги и газов, выходящих через суженное сопло и нагреваемых той же дугой, плавится металл. Расплавленный металл удаляется факелом пламени и струёй газов.
На установках для плазменной обработки УДР-58 можно производить как ручную, так и механизированную резку цветных металлов и коррозионно-стойких сталей толщиной до 40 мм.
Замена газовой резки сталей и алюминиевых сплавов (АМц, АМг-6, АД1) плазменно-дуговой с использованием в качестве плазмообразующих газов аргоно-аммиачной смеси или воздуха и водяных паров снижает глубину расплавленной зоны кромок, тепловые деформации (в 2... 4 раза), значительно улучшает качество поверхности реза и увеличивает скорость резки.
При оснащении газорежущих машин и установок для плазменной резки фотоэлектронной системой управления при скорости резки до 2600 мм/мин достигается точность копирования чертежа ±1 мм. Хорошие результаты получаются также на газорежущих машинах с числовым программным управлением.
Высокая температура, струи плазмы и способность резать цветные металлы и кюррозионно-стойкие стали без применения флюсов дает этому процессу очевидное преимущество перед газопламенной обработкой.
В настоящее время для плазменной обработки применяют два типа горелок с зависимой (переносной) и с независимой (непереносной) дугой. При использовании горелки с зависимой дугой обрабатываемая заготовка служит анодом. Горелки с независимой дугой (дуга возникает внутри сопла) более удобны для металлорежущих станков, однако эффективность их меньше.
|
|
|
Использование струи плазмы сильно ускоряет процесс удаления излишнего материала, позволяет снимать большой слой самого твердого металла за один проход на станках обычной жесткости. Например, при глубине резания 9,5 мм и скорости перемещения 254 мм/мин плазменной струёй можно удалить 65,5 см3 стали в минуту. Этого нельзя достигнуть резанием на обычных (легких) станках.
Плазменную обработку тел вращения часто применяют с одновременной обработкой поверхности резцом с очень узкой режущей кромкой или шлифовальным кругом (рис. 6 б). Это позволяет выполнять одновременно и черновую и чистовую обработку крупногабаритных заготовок из металлов, трудно поддающихся резанию.
Лучевая обработка. При лучевых методах обработки возможна концентрация светового, электронного или ионного луча с высокой плотностью энергии на очень малой площади. Это открывает широкие перспективы в применении лучевых методов для обработки самых тугоплавких материалов. Материал из зоны обработки удаляется испарением его в результате преобразования лучевой энергии в тепло непосредственно в зоне обработки.
Таким образом, механические процессы, которые по-прежнему остаются основными при обработке обычных конструкционных материалов, удачно дополняются электрическими, электрохимическими, химическими, акустическими и тепловыми процессами, наиболее эффективными при обработке материалов, трудно поддающихся резанию и при изготовлении деталей сложной формы.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 325; Нарушение авторских прав?; Мы поможем в написании вашей работы!