КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные части и конструктивные элементы режущих инструментов
|
|
|
|
ОСНОВНЫЕ СВЕДЕНИЯ О РЕЖУЩИХ ИНСТРУМЕНТАХ
ВИДЫ ИНСТРУМЕНТОВ
Комбинированные инструменты – представляют собой соединение двух или нескольких различных или однотипных режущих инструментов в один для снижения машинного времени обработки заготовки за счет совмещения нескольких операций или переходов в один.
Все виды режущих инструментов в зависимости от назначения могут принимать самые различные формы и иметь самые разнообразные передние и задние углы.
Некоторые специфические виды слесарно-монтажных режущих инструментов: зубила, крейцмейсели, ножовочные полотна и т.д.
Режущие инструменты часто классифицируют также по видам обрабатываемых поверхностей.
Инструменты для обработки различных наружных поверхностей (плоскостей, поверхностей тел вращения, пазов, уступов и т.д.). К этим инструментам можно отнести резцы, протяжки для наружного протягивания, напильники, фрезы, шлифовальные круги и т.д.
Инструменты для обработки отверстий: сверла, зенкеры, развертки, расточные резцы, протяжки для внутреннего протягивания, шлифовальные круги и т.д.
Инструменты для обработки резьбы: резьбовые резцы, резьбовые фрезы, метчики, плашки, резьбонарезные самооткрывающиеся головки, метчики и патроны, резьбошлифовальные круги, накатные ролики и плашки и т.д.
Инструменты для разрезания материала: дисковые пилы, ножовочные полотна, ленточные и цепные пилы, тонкие абразивные и алмазные круги, отрезные резцы.
Инструменты для обработки зубчатых поверхностей (зуборезные инструменты): дисковые модульные и пальцевые модульные фрезы, червячные зубофрезерные фрезы, долбяки, гребенки, шеверы и т.д.
Любой из режущих инструментов имеет рабочую (режущую) и крепежную части. Воснове режущей части лежит клин, предназначенный для снятия стружки.
|
|
|
Крепежная часть, оформленная в виде корпуса или хвостовика, служит для установки, базирования и закрепления инструмента на станке.
Режущий клин ограничен двумя поверхностями: передней, по которой сходит стружка, и задней, обращенной к поверхности резания, которая образуется после снятия стружки; если эти поверхности плоские, их называют гранями, и при пересечении они образуют режущую кромку (лезвие).
Различают главную и вспомогательную режущие кромки. Первая служит для срезания основной части припуска, а вторая - лишь частично участвует в этом процессе и служит для зачистки и окончательного формирования обработанной поверхности. У некоторых инструментов, например резьбонарезных, вспомогательные режущие кромки отсутствуют. С целью обеспечения работоспособности многолезвийных инструментов пространство между лезвиями должно быть достаточным по объему для свободного размещения снимаемой стружки. С этой же целью на передних поверхностях часто предусматривают углубления, уступы и другие элементы для завивания или дробления стружки. При большой ширине срезаемых слоев на режущих кромках делают канавки или выемки для деления стружки по ширине и рационального распределения нагрузки между лезвиями.
У многих режущих инструментов (сверла, зенкеры, развертки, протяжки и др.) рабочая часть делится на режущую и калибрующую.
Режущая часть служит для снятия основного припуска, калибрующая - для окончательного формирования обработанной поверхности и восполнения режущей части инструмента при переточках (в некоторых случаях она также служит для направления инструмента и обеспечения его самоподачи, например у резьбонарезных инструментов).
У инструментов для обработки отверстий калибрующая часть оформляется в виде «ленточек», на которых расположены вспомогательные режущие кромки. Ленточки служат для направления и базирования инструментов в отверстии, а вспомогательные кромки - для окончательного формирования обработанной поверхности отверстий. Для предотвращения защемления инструментов в отверстии и снижения сил трения на ленточках вследствие упругой деформации обработанных поверхностей, как правило, предусматривается небольшая обратная конусность, т.е. уменьшение наружного диаметра инструмента в направлении к хвостовику.
|
|
|
Для подвода смазочно-охлаждающих технологических средств (СОТС) в рабочей части инструментов могут быть выполнены внутренние каналы.
В зависимости от назначения инструмента и формы поверхности детали режущие кромки по форме могут быть прямолинейными, винтовыми или фасонными.
Винтовые стружечные канавки и режущие кромки, располагаемые на них, обеспечивают лучшие условия удаления стружки из зоны резания и более равномерную работу инструмента.
Работоспособность, прочность и стойкость всех режущих инструментов зависят:
- от материала, из которого изготовлен режущий клин;
- от физико-механических свойств обрабатываемого материала (твердость, прочность и др.);
- от углов заточки режущего клина, называемых геометрическими параметрами инструмента.
На оптимальное значение стойкости влияют режимы резания: скорость V, подача S и глубина t.
На рабочих чертежах инструментов не принято указывать угол заострения β режущего клина; приводят только значения углов заточки: переднего γ и заднего α, имея в виду, что β = 90° - (γ + α). Эти углы отсчитываются от координатных плоскостей: основной и плоскости резания, задаваемых кинематикой взаимодействия инструмента и заготовки в процессе резания.
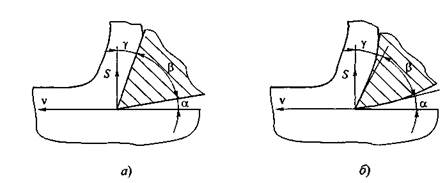
Рис. 1.1. Сечение режущего клина инструмента плоскостью, нормальной к главной режущей кромке: а – прямолинейные передняя и задняя поверхности (грани); б – криволинейные передняя и задняя поверхности
Положение взаимно перпендикулярных координатных плоскостей (рис. 1.1, а) определяется двумя линиями: режущей кромкой и векторами скорости резания (плоскость резания) и подачи (основная плоскость). Передний угол γ – это угол между передней плоскостью и плоскостью, перпендикулярной к плоскости резания. Задний угол a – это угол зазора между задней поверхностью и плоскостью резания. Если в сечении, нормальном к режущей кромке, передняя и задняя поверхности инструмента криволинейны, то их заменяют прямыми, касательными к ним (рис. 1.1, б). Кроме обязательных углов γ и a, режущие кромки могут быть заточены также с углами в плане φ и φ1, и с углом λ наклона главной режущей кромки к основной плоскости.
|
|
|
На форму режущих кромок, а также стойкость инструмента, производительность и точность изготовления детали оказывают влияние метод формообразования поверхности детали и схема резания.
Окончательное формообразование поверхности детали может быть осуществлено следующими методами: следа, копирования и обката (огибания).
При использовании метода следа (рис. 1.2, а) обработанная поверхность образуется вершиной режущей кромки в соответствии с формой траектории ее движения, задаваемой станком.
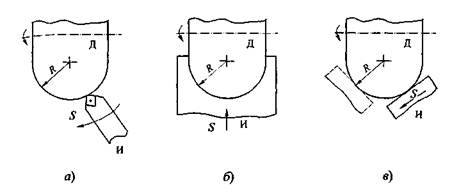
Рис. 1.2. Методы формообразования инструментом (И) поверхности детали (Д) при точении по следу (а), копирования (б) и огибания (в)
Форма режущей кромки совпадает с образующей обработанной поверхности только при методе копирования (рис. 1.2, б), реализуемом при радиальной подаче инструмента.
При методе огибания (обката) (рис. 1.2, в) обработанная поверхность является огибающей различных положений режущей кромки, которые обеспечиваются кинематикой процесса обработки, т.е. согласованными движениями инструмента и заготовки.
Под схемой резания понимают последовательность удаления припуска режущими кромками. В конструкциях режущих инструментов применяются следующие схемы резания: профильная, генераторная, комбинированная, одинарного и группового резания.
При профильной схеме режущие кромки подобны профилю обработанной поверхности, а припуск удаляется за счет превышения каждого последующего зуба над предыдущим. Таким образом, обработанная поверхность окончательно формируется последним режущим зубом.
|
|
|
При генераторной схеме форма режущей кромки не совпадает с профилем детали, а обработанная поверхность формируется последовательно всеми зубьями инструмента.
Качество поверхности при генераторной схеме резания несколько ухудшается, но удается значительно увеличить подачу и стойкость инструмента. Поэтому для снижения шероховатости поверхности последние зубья инструмента выполняют по профильной схеме.
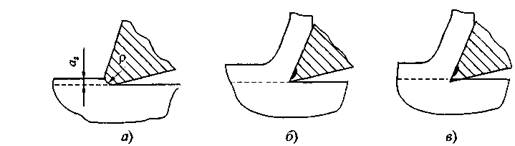
Рис. 1.3. Форма режущего клина: а - при заточке; б - при износе по передней грани; в - при износе по задней грани
Эти схемы резанияиспользуются главным образом при протягивании и служат для перераспределения нагрузки между зубьями.
При заточке режущих клиньев на зубьях, предназначенных для чистовой, окончательной обработки, необходимо обратить внимание на остроту лезвия, которая характеризуется радиусом скругления ρ, и на назначаемую толщину срезаемого слоя аZ.
На инструментах из быстрорежущей стали после заточки и доводки минимальное значение радиуса ρ = 0,005 мм. Затупление режущего клина вызывает увеличение этого радиуса, и при аZ < 0,02 мм вместо резания происходит смятие и уплотнение срезаемого слоя (рис. 1.3, а). При этом возможно появление нароста и резкое ухудшение качества обработанной поверхности. Снятие минимальной толщины среза требует тщательной заточки и доводки рабочих поверхностей режущего клина.
При работе с большими подачами износ клина концентрируется на передней поверхности в форме лунки (рис. 1.3, б), а при снятии тонких стружек и при обработке хрупких материалов – на задней поверхности в виде площадки износа (рис. 1.3, в). Это необходимо учитывать при назначении припуска на переточку и выборе формы режущих зубьев и методов их заточки.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 6500; Нарушение авторских прав?; Мы поможем в написании вашей работы!