КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зенкеры
|
|
|
|
Режущая головка; 2 - кондукторная втулка; 3 - цанга; 4 - зажимной патрон; 5 - сопла эжектора; 6 - тонкостенная труба; 7 - стебель; 8 - заготовка
Режущие головки эжекторных сверл по конструкции подобны головкам БТА (рис. 4.14). Некоторые отличия между ними объясняются способами подвода СОЖ и отвода пульпы (смесь стружки и СОЖ), суть которых состоит в том, что подвод осуществляется между стенками стебля 7 и тонкостенной трубы 6, вставленной внутри стебля, и далее через отверстия в корпусе головки в зону резания. В хвостовой части тонкостенной трубы прорезаны С-образные пазы, исполняющие роль сопла 5 эжектора, отсасывающего пульпу через внутреннюю полость этой трубы. Таким образом, подаваемая через специальный патрон СОЖ делится на два потока: рабочий, идущий в зону резания, и вспомогательный, идущий на слив и составляющий примерно 1/3 от общего количества СОЖ. Именно этот вспомогательный поток и создает разряжение во внутренней трубе. Под действием атмосферного давления рабочий поток, пройдя через зону резания, вместе со стружкой всасывается в зону пониженного давления и уходит на слив. Благодаря такому устройству эжекторные сверла могут использоваться на универсальных станках. При этом не требуются специальные маслоприемники, а подача и отвод СОЖ осуществляются с помощью специальных патронов 4, устанавливаемых в шпинделе сверлильного станка или задней бабке токарного станка.
Эжекторные сверла d = 18...65 мм чаще всего оснащают напайными твердосплавными пластинами, a d = 65... 185 мм и более - механически закрепляемыми СМП. Максимальная глубина отверстий, полученных эжекторными сверлами, достигает 4000 мм.
Сверла и головки для кольцевого сверления. При сплошном сверлении отверстий диаметром свыше 50 мм образуется большой объем стружки, требующий значительных затрат мощностей и инструментальных материалов. Усилия резания при этом резко возрастают. Чтобы избежать этого, используют способ кольцевого сверления, заключающийся в прорезании кольцевой канавки в заготовке с оставлением нетронутой сердцевины, которая в дальнейшем может быть использована в качестве заготовки деталей. За счет снижения силовой нагрузки на сверло можно значительно увеличить подачу, а следовательно, и производительность процесса сверления.
Простейшая конструкция кольцевого сверла в виде пустотелой трубы, на торце которой закреплены режущие ножи (z = 3...12), представлена на рис. 4.17, а. Над ножами прорезаны канавки для отвода сходящей стружки. Через отверстия в корпусе инструмента в зону резания под давлением подается СОЖ, которая удаляет стружку через зазор между сверлом и наружной стенкой кольцевой канавки, образуемой в заготовке. Для облегчения транспортировки стружки предусмотрено ее деление по ширине за счет специальной заточки ножей. Для более устойчивого положения сверла в отверстии на корпусе головки крепятся направляющие планки из твердой пластмассы, например из полиамида.
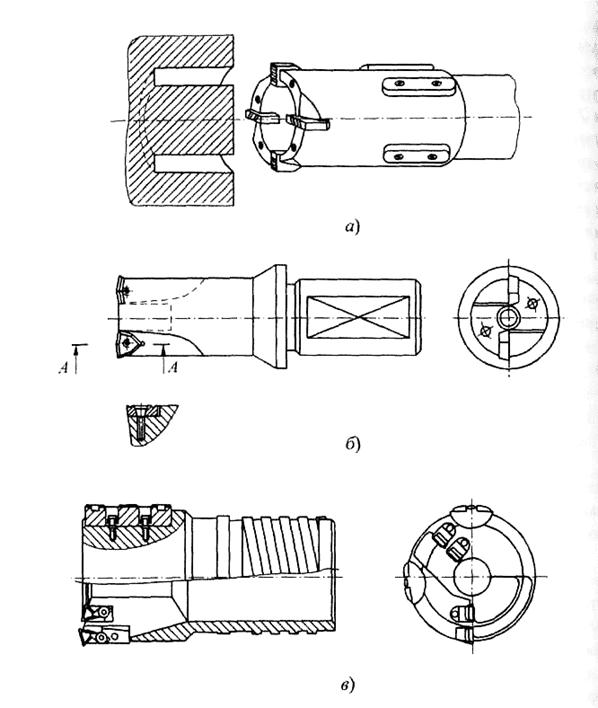
Рис. 4.15. Кольцевые сверла: а - с механическим креплением режущих и направляющих пластин; б - для неглубоких отверстий, оснащенные СМП; в - оснащенные СМП головки одностороннего резания с внутренним отводом стружки для сверления глубоких отверстий
Для дробления стружки обычно на передних поверхностях режущих кромок затачивают уступы. Однако более надежное дробление стружки достигается в случае применения кинематического метода с наложением колебаний на движение подачи сверла.
Известны и другие конструкции кольцевых сверл, в том числе оснащенные твердосплавными СМП, закрепляемыми винтами. Такие сверла применяются для сверления как неглубоких (рис. 4.15, б), так и глубоких (рис. 4.15, в ) отверстий. В последнем случае для уменьшения увода оси отверстия используется принцип одностороннего резания. При сверлении неглубоких отверстий диаметром 60...ПО мм, глубиной 2,5d применяют внутренний подвод СОЖ и наружный отвод стружки.
При сверлении глубоких отверстий диаметром 120...250 мм и более и глубиной 100d применяют внутренний отвод стружки через отверстия в корпусе головки и стебле сверла. Для крепления пластин в сверлах больших диаметров используют промежуточные вставки. Такие сверла, кроме режущих пластин, имеют также опорные твердосплавные направляющие пластины.
Зенкеры – это осевые многолезвийные режущие инструменты, которые применяются для промежуточной или окончательной обработки отверстий, полученных предварительно сверлением, литьем, ковкой или штамповкой, с целью повышения их точности до JTX1.../ПО и уменьшения шероховатости обработанной поверхности до Ra 40... 10.
Зенкеры получили широкое распространение в массовом и крупносерийном производствах. По сравнению с расточными резцами они, являясь мерными инструментами, не требуют настройки на размер, что обеспечивает сокращение вспомогательного времени и повышает точность отверстий.
Кинематика рабочих движений зенкеров подобна сверлам. Однако по сравнению с последними зенкеры обеспечивают большие производительность обработки отверстий и точность, так как снимают меньшие припуски (t = 1,5...4,0 мм, d = 18...80 мм), имеют большее число режущих кромок (z = 3...4) и направляющих ленточек. Из-за малой глубины стружечных канавок они имеют большую, чем сверла, жесткость, а отсутствие поперечной кромки позволяет вести обработку с более высокими подачами.
Зенкеры классифицируют по следующим признакам:
а) по виду обработки – цилиндрические зенкеры (применяются для увеличения диаметра отверстий (рис. 5.1, а)), зенковки (применяются для обработки цилиндрических или конических углублений под головки болтов, винтов, а также для снятия фасок, рис. 5.1, б, в ), подрезки торцов бобышек и приливов на корпусных деталях (рис. 5.1, г);
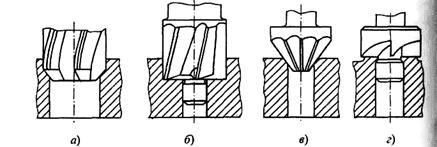
Рис. 5.1. Типы зенкеров:
а - цилиндрический зенкер; б, в, г – зенковки
б) по способу крепления зенкера – хвостовые (с цилиндрическим и
коническим хвостовиками (d = 10...40 мм, z = 3)) и насадные (d =
= 32...80 мм, z = 4);
в) по конструкции зенкера – цельные, сборные (со вставными ножа
ми, d = 40... 120 мм) и регулируемые по диаметру;
г) по виду режущего материала – быстрорежущие и твердосплавные.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 956; Нарушение авторских прав?; Мы поможем в написании вашей работы!