КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зенковки
|
|
|
|
Г - с механическим креплением твердосплавных пластин и внутренним
охлаждением; д - комбинированный зенкер-сверло
У насадных твердосплавных зенкеров (рис. 5.9, б) с целью упрочнения наиболее уязвимых стыков главных и вспомогательных режущих кромок по уголкам затачивают фаски шириной f = 0,5...0,8 мм под углом (φ1 = 30° при φ = 60°). Смещение пластин под углом λ = 10...15° (см. рис. 5.6) также способствует упрочнению режущих пластин. Такие зенкеры имеют достаточно большие размеры (d = 34... 80 мм).
Наибольший удельный вес в машиностроении составляет обработка отверстий диаметром менее 20 мм. В этом случае используют хвостовые зенкеры (рис. 5.9, в) с напайкой пластин непосредственно на корпус инструментов (d = 12...35 мм, z = 3). Здесь с целью облегчения заточки пластин стружечная канавка по длине пластины имеет наклон под углом ω1 = 10° с последующим плавным переходом в винтовую канавку под углом ω = 20°. Для повышения прочности режущих кромок доводкой по передней поверхности снимают узкие фаски шириной 0,02...0,05 мм под углом γф = 0...-15°.
При обработке закаленных сталей и особо прочных чугунов стружечные канавки у зенкеров выполняют прямыми.
В последние годы широко используются зенкеры с механическим креплением неперетачиваемых твердосплавных пластин (рис. 5.9, г). Такие зенкеры позволяют снимать большие припуски. У них пластины, как правило, крепят винтами, что позволяет получать инструменты компактных конструкций. Часто они изготавливаются как комбинированные инструменты (рис. 5.9, д), позволяющие производить сверление и зенкерование различных по форме поверхностей, в том числе и торцовых фасок.
Зенковки, в отличие от обычных зенкеров, срезают стружки большей ширины и имеют менее устойчивое положение в радиальном направлении в момент врезания и особенно в случае расположения режущих кромок перпендикулярно к оси инструмента. Этот процесс часто сопровождается вибрациями и, как следствие, выкрашиванием режущих кромок. Поэтому в конструкциях зенковок для цилиндрических углублений и подрезки торцов предусмотрены направляющие цапфы, выполненные либо за одно целое с корпусом у зенковок малых диаметров, либо вставными, сменными, у зенковок больших диаметров, которые более предпочтительны. При этом сначала цапфы входят в предварительно просверленное отверстие, а затем начинается процесс обработки отверстия. По мере износа сменные цапфы заменяются.
|
|
|
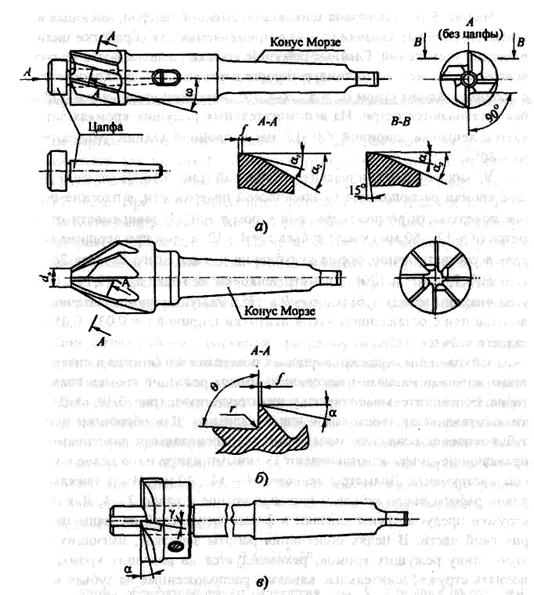
Рис. 5.10. Зенковки:
а - для цилиндрических углублений; б - для конических углублений; в - для подрезки торцов
Зенковки изготавливают из быстрорежущей стали, а иногда оснащают напайными твердосплавными пластинами. Хвостовики зенковок соединяются с режущей частью сваркой и могут быть цилиндрическими или коническими.
На рис. 5.10, а показана зенковка со сменной цапфой, имеющая винтовые стружечные канавки (z = 4) и применяемая для обработки цилиндрических углублений. Главные режущие кромки располагаются на торце, вспомогательные – на цилиндре. Задние поверхности – двухплоскостные с двойным задним углом α1 = 8°, α2 = 30°, передний угол γ = ω = 15°. Зубья затачиваются остро. На вспомогательных режущих кромках затачивается ленточка шириной f = 0,3 мм и двойной задний угол α1 = 8°, α2 = 30°.
У зенковок для конических углублений (рис. 5.10, б)главные режущие кромки расположены на конической поверхности, а плоские передние поверхности расположены под углом γ = 0°. В зависимости от диаметра (d = 12...60 мм) число зубьев z = 4... 12, а угол при вершине выбирается соответственно форме углубления и чаще всего берется 2φ равным 60°, 75°, 90° и 120°. Диаметр зенковки на торце d0 = (0,15...0,18) d, угол впадины между зубьями θ = 90...75°. Режущая кромка затачивается доостра или с оставлением узкой ленточки шириной f = 0,03...0,05 мм и заднего угла α = 12°.
|
|
|
Зенковки для подрезки торцовых поверхностей (иногда в литературе такие зенковки называют цековками) имеют режущие кромки только на торце. Вспомогательные кромки у них отсутствуют (рис. 5.10, в). Зенковки изготавливают хвостовыми или насадными. Для обработки чугунов зубья зенковок оснащают напайными твердосплавными пластинами. Направляющие цапфы изготавливают сменными или за одно целое с корпусом инструмента. Диаметры зенковок d = 14...40 мм. Из-за тяжелых условий работы число зубьев у зенковок четное и равно 2...4. Для отвода стружки предусмотрены канавки в форме углублений на торце цилиндрической части. В целях облегчения работы зенковок, имеющих большую длину режущих кромок, рекомендуется на режущих кромках выполнять стружкоделительные канавки, расположенные на зубьях в шахматном порядке.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 902; Нарушение авторских прав?; Мы поможем в написании вашей работы!