КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вакуумно-пленочное литье
|
|
|
|
Оболочковое литье.
Сущность метода заключается в том, что разовую литейную форму изготовляют в виде оболочки, состоящей из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы). Та-ким образом, в формовочной смеси в качестве связующего материала используются фено-льные термореактивные смолы, прочно цементирующие мелкий кварцевый песок, являю-щийся наполнителем. Изготовление оболочковой формы исключает потребность в опоках, резко снижает расход формовочной смеси, легко механизируется и автоматизируется. Ис-пользование формовочной смеси, состоящей из 92-95 % мелкого кварцевого, магнезито-вого или циркониевого песка и 4-6 % термореактивной фенолформальдегидной смолы, обеспечивает малую шероховатость поверхности и более высокую точность отливок (5-8 класса), чем изготовленных в песчано-глинистых формах, так как оболочка твердеет на модели и сохраняет ее размеры.
Литье в оболочковые формы применяют в крупносерийном и массовом производ-ствах при получении ответственных фасонных мелких и средних отливок из различных сплавов. В общих чертах оболочковую форму получают одним из двух методов:
а) смесь насыпают на металлическую модель, нагретую до 300 °C, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют;
б) при использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 600-700 °C) на модели.
|
|
|
Из сказанного выше следует, что при этой технологии не требуется какого-либо сложного оборудования – даже опоки отсутствуют. Тем не менее нужна модель и инстру-мент, который используется для нанесения покрытия на модель, а также печь, позволяю-щая нагреть оболочку до 250 – 300 0 С с целью повышения ее тпрочности.
На заключительном этапе собранную оболочковую форму помещают в металли-ческий ящик, засыпают крупным песком или чугунной дробью и заливают металлом. К моменту полной кристаллизации металла отливки смола из смеси выгорает, форма и стер-жни разупрочняются и легко разрушаются, освобождая отливку при выбивке.
Коротко рассмотрим технологический процесс, его основные принципы и особенности:
1. В процессе производства используется специальная вакуумная форма с вытяжной каме-рой и с отверстиями для откачки воздуха (рис. 11 а).
2. Нагретую до размягченного пластичного состояния пленку из полимерного материала помещают на заранее подготовленную форму. Затем вакуумный насос откачивает воздух. Это приводит к тому, что под действием приложенной силы вакуумного насоса полимер-ная пленка плотно прижимается к форме и оформляется в готовое изделие (см. рис. 11 а).
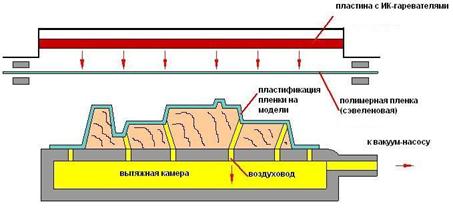
Рис. 11. а – стадия пластификации пленки на модели.
3. Затем на уже прижатую к форме пленку из полимерного материала накладывается опо-ка, оборудованная трубой для откачки воздуха со специальным фильтром (рис. 11 б).
4. Внутренняя часть опоки заполняется специальным сухим формовочным песком, не име-ющим спаивающих (вяжущих) веществ и других дополнительных примесей. Мелкими встряхиваниями вибростола достигается уплотнение заполнителя опоки, удаляются изли-шки засыпного материала, а сверху опока накрывается полимерной пленкой, необходимой для уплотнения заполнителя. После этого открывается клапан трубы для откачки воздуха, что приводит к возникновению вакуума в формовочном песке. В результате этого возни-кает разница внешнего и внутреннего давления на форме (приблизительно 300~400 мил-лиметров ртутного столба). Благодаря указанной разнице давлений получается форма для литья, обладающая достаточно высокой жесткостью (см. рис. 11 б).
|
|
|
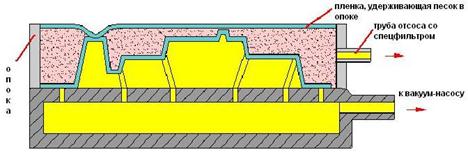
Рис. 11. б – стадия формования песком без связующего.
5. После полного окончания приложения усилия вакуума внутри формы, указанную фор-му необходимо извлечь, чтобы получилась полость. Усилие должно прилагаться к форме до тех пор, пока форму можно будет извлечь без особых усилий и без ущерба для полу-ченной полости для заливки. Нижнюю часть опоки изготавливают точно также, как и опи-сано выше для верхней части опоки.
6. В форму устанавливаются при необходимости литейные стержни, нижняя и верхняя ча-сти опоки совмещаются и затем происходит заливка формы металлом через литниковую систему (рис. 11 в).
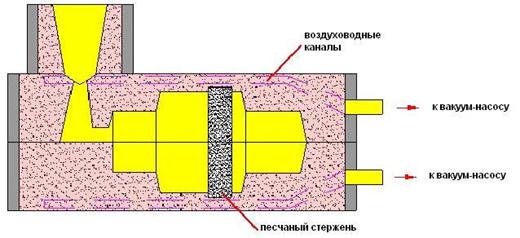
Рис. 11. в – заливка формы металлом и получение отливки.
7. Усилие вакуумного насоса должно прилагаться вплоть до полного затвердевания изде-лия. После полного затвердевания изделия, прекращается откачка воздуха из формы. И когда давление внутри формы начнет приближаться к атмосферному, нижняя и верхняя части формы автоматически распадутся (рассыпятся).
Из сказанного следует, что при реализации этой технологии как всегда требуется модель отливки и литниковой системы, стержневые ящики для изготовления стержней, опоки для формовочного песка (без связующих составляющих!!) и конечно оборудование для создания вакуума – вакуум-насосы.
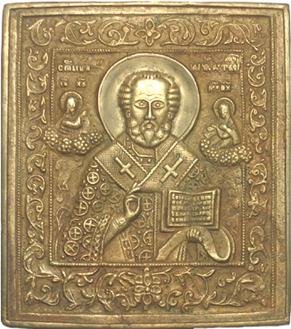
Способ вакуумно-пленочной формовки примененяют для получения различных ху-дожественных отливок из алюминиевых и медных сплавов. Этим способом делали деко-ративные решетки, ажурные поверхности, не заботясь о впадинах, углублениях, отрица-тельных углах и прочее. Этим способом можно воспроизвести даже ветку хвойных де-ревьев, используя в качестве модели саму ветку, и получить точную копию, выполненную в металле!!!
Ниже на рис. 12 и 13 приведены примеры использования вакуумно-пленочной формовки для получения художественных изделий на примере отливок из латуни.

|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2318; Нарушение авторских прав?; Мы поможем в написании вашей работы!