КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Посадки с зазором
|
|
|
|
| Рекомендации по применению посадок ЕСДП |
1. Скользящие посадки (H/h) предназначены главным образом для неподвижных соединений при необходимости частой сборки и разборки, а также для соединений подвергаемых регулированию или настройке:
H6/h5 - для особо точного центрирования;
H7/h6 - для установки сменных зубчатых колес в станках;
- для короткоходовых подвижных соединений (хвостовики подпружиненных клапанов в направляющих втулках, возможна ее замена на H7/g6);
- для соединения деталей со свободным передвижением при затяжке;
- для точного направления при возвратно-поступательных перемещениях (поршневой шток насоса высокого давления в направляющей втулке);
- для центрирования корпусов (стаканов) под установку подшипников качения;
H8/h7 - для центрирования соединяемых деталей при пониженных требованиях к соосности;
H8/h8, H8/h9, H9/h9 - для неподвижно закрепляемых деталей при невысоких требованиях к точности, относительно небольших нагрузках и необходимости обеспечения легкой сборки (низкоскоростные зубчатые колеса, шкивы и другие детали, соединяющиеся с валом на шпонке, неответственные корпуса для подшипников качения, центрирование фланцевых соединений);
- для низкоскоростных подвижных соединений с малыми перемещениями при низком коэффициенте использования (посадка подвижных элементов сцепных муфт);
H11/h11 - для центрирования неподвижных соединений (торцовые и фланцевые крышки);
- для неответственных шарниров.
2. Посадки с гарантированным зазором предназначены главным образом для подвижных соединений (подшипники скольжения):
H7/g6 (движения) характеризуется минимальной величиной гарантированного зазора, применяется для соединения головки шатуна ДВС с шатунной шейкой коленчатого вала;
|
|
|
H7/f7 (ходовая) - для подшипников скольжения при умеренных скоростях и постоянных нагрузках (свободно вращающиеся на валах колеса коробок передач, колеса, включаемые муфтами);
H6/f6 (ходовая) - для точных подшипников, золотниковых пар гидропередач легковых автомобилей;
H8/f8, H8/f9, H9/f9 - для подшипников скольжения при более чем двух или далеко разнесенных опорах;
- для центрирования при относительно невысоких требования к соосности (сцепные муфты, крышки цилиндров);
H7/e7, H7/e8, H8/e8, H8/e9 (легкоходовые) - для подшипников скольжения при высокой частоте вращения или разнесенных опорах;
H7/d8, H8/d8 (широкоходовые) - для крупных высокоскоростных подшипников скольжения;
H8/d9, H9/d9 - для подшипников, температура которых меняется при работе в широких пределах.
Более грубые посадки этого типа (предпочтительно H11/d11) применяются в соединениях, работающих при наличии пыли и грязи, в шарнирных соединениях тяг рычагов и т.п.
3. Переходные посадки предназначены для неподвижных соединений деталей, подвергающихся разборке и сборке при ремонтах или по условиям эксплуатации. Взаимная неподвижность деталей посадкой не гарантируется, а обеспечивается шпонками, штифтами, нажимными винтами и т.п.:
H7/n6 (глухая) - для зубчатых колес, муфт, бронзовых венцов червячных колес, поршневых пальцев в бобышках поршней ДВС (посадка в системе вала N7/h6) и других деталей, работающих при значительных нагрузках, ударах и вибрации и подвергаемых разборке при капитальном ремонте (дает наиболее прочное соединение - вероятность зазора чрезвычайно мала, но для передачи вращающего момента без закладных деталей непригодна);
H7/m6 (тугая) - для соединений, подвергаемых нечастой разборке, но требующих высокого качества центровки (несколько слабее предыдущей, но вероятность получения зазора в соединении невелика);
|
|
|
H7/k6 (напряженная) - для точного центрирования неперемещаемых зубчатых колес в металлорежущих станках, втулок в головке шатуна дизельного ДВС, шкивов, съемных муфт и т.п. (обеспечивает средний зазор близкий к нулю и хорошее центрирование, не требуя больших усилий при сборке и разборке);
H7/j6 (плотная) - применяется взамен предыдущей при необходимости ручной сборки и разборки (вероятность получения натяга в соединении мала, но вследствие погрешностей формы сопрягаемых поверхностей требует некоторых усилий при сборке и разборке).
4. Посадки с натягом предназначены для передачи нагрузок между соединяемыми деталями без применения дополнительных фиксирующих элементов, поэтому назначение их параметров требует выполнения двух условий:
- обеспечение прочности соединения и передачи рабочих нагрузок при минимальном натяге;
- сохранение целостности и работоспособности соединяемых деталей при максимально возможном натяге для данной посадки.
H7/p6 - для неподвижных соединений, передающих сравнительно малые осевые усилия или небольшие вращающие моменты - соединения валов с тонкостенными втулками, соединения деталей из цветных металлов и легких сплавов, центрирование тяжелонагруженных валов со ступицами с применением дополнительных деталей, передающих нагрузку (клапанное седло в гнезде блока цилиндров ДВС, зубчатые колеса на валах с дополнительным креплением шпонками, штифтами и т.п.);
H7/r6, H7/s6, H8/s7 (прессовые) - для неподвижных соединений, передающих средние нагрузки без дополнительного крепления соединяемых деталей (втулка в головке шатуна компрессора, зубчатые колеса на валах коробок скоростей токарных станков, бронзовые зубчатые венцы на чугунном ободе с дополнительным креплением от проворота);
H7/u7, H8/u8 (горячепрессовые) - для неподвижных соединений, передающих значительную нагрузку без дополнительного крепления (соединения собираются только тепловым способом);
H8/z8, H8/x8 - для тяжелонагруженных соединений или соединений деталей, изготовленных из материалов с относительно небольшим модулем упругости.
| Неуказанные предельные отклонения размеров в ЕСДП |
Размеры между поверхностями деталей, непосредственно не входящими в соединение (не контактирующими с поверхностями других деталей), обычно имеют точность на несколько квалитетов ниже (больший номер квалитета) по сравнению с посадочными размерами. Допускаемые отклонения на такие размеры обычно не указываются непосредственно после номинального размера, а оговариваются общей записью в технических требованиях чертежа. Такие допускаемые отклонения называют неуказанными предельными отклонениями. Неуказанные предельные отклонения всегда назначают "в тело" детали и назначают либо по квалитетам, либо по одному из специально установленных четырех классов точности: t1 - точный (соответствует 12 квалитету); t2 - средний (соответствует 14 квалитету); t3 - грубый (соответствует 16 квалитету); t4 - очень грубый (соответствует 17 квалитету). В технических требованиях чертежа должна быть ссылка либо на один класс точности, либо на один квалитет, либо на один квалитет и соответствующий ему класс точности.
|
|
|
Точный класс применяется для деталей с особыми свойствами (например, для деталей, колебания массы которых строго заданы и ее подгонка невозможна или недопустима).
Средний класс применяется для основной массы деталей машиностроения, подвергаемых механической обработке.
Грубый класс применяется для деталей, получаемых литьем в землю, горячей штамповкой на молотовых штампах и некоторыми другими методами.
Очень грубый класс назначается для деталей, получаемых свободной и ручной ковкой, ручной газовой резкой и другими методами обработки низкой точности.
Таким образом получаем 5 способов обозначения неуказанных предельных отклонений в чертежах и другой технической документации (табл. П1.7), при этом вариант 1 является предпочтительным, а вариант 2 применять не рекомендуется.
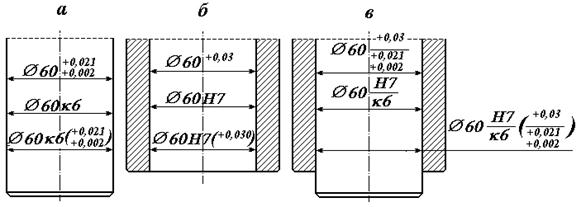 Рис. П1.4 Варианты обозначения полей допусков и посадок на чертежах: а - вала; б - отверстия; в - в соединении двух деталей.
Рис. П1.4 Варианты обозначения полей допусков и посадок на чертежах: а - вала; б - отверстия; в - в соединении двух деталей.
|
| Обозначение допусков и посадок в технической документации и на чертежах |
Таблица П1.7 Варианты обозначения неуказанных предельных отклонений размеров в среднем классе точности
|
На чертежах и в технической документации допуски и посадки ставятся после номинального размера детали или соединения. ГОСТ 25346-82 предусматривает три варианта задания допусков и посадок (рис. П1.4): 1) с указанием числовых значений верхнего и нижнего предельных отклонений и их знаков, при этом нулевое отклонение не указывается (например, вал Æ  , отверстие Æ
, отверстие Æ  или верхний ряд размеров на рис. П1.4); 2) с обозначением поля допуска - основного отклонения и номера квалитета (например, вал Æ 60k6, отверстие Æ 60H7 или средний ряд размеров на рис. П1.4); 3) сочетанием буквенно-цифрового и численного обозначений, то есть соединением двух предыдущих вариантов (например, вал Æ
или верхний ряд размеров на рис. П1.4); 2) с обозначением поля допуска - основного отклонения и номера квалитета (например, вал Æ 60k6, отверстие Æ 60H7 или средний ряд размеров на рис. П1.4); 3) сочетанием буквенно-цифрового и численного обозначений, то есть соединением двух предыдущих вариантов (например, вал Æ  , отверстие Æ
, отверстие Æ  или нижний ряд размеров на рис. П1.4). На чертежах общего вида и сборочных обычно указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в виде дроби Æ 60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, Æ 60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).
или нижний ряд размеров на рис. П1.4). На чертежах общего вида и сборочных обычно указывают буквенно-цифровое обозначение допусков соединяемых деталей либо в виде дроби Æ 60H7/k6 (числитель - допуск для отверстия, знаменатель - для вала), либо в строку, через тире, Æ 60H7-k6 (перед тире - допуск отверстия, после тире - допуск вала).
|
|
|
Третий вариант обозначения предназначен для назначения стандартных предельных отклонений на размеры, не входящие в ряды нормальных линейных размеров.
В серийном производстве обычно предпочитают буквенно-цифровое обозначение допусков и посадок, поскольку этот способ облегчает выбор специализированного мерительного инструмента (калибры и скобы), в штучном - численное, так как это облегчает подбор универсального мерительного инструмента необходимой точности. Таблицы допусков для размеров 1-500 мм представлены в приложении 2.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1644; Нарушение авторских прав?; Мы поможем в написании вашей работы!