КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поточное и автоматизированное производства
Понятие о поточном производстве. Разновидности поточных линий
Поточное производство - такая форма организации производства, при которой процесс получения заготовок, обработки деталей, сборки узлов и машин осуществляется непрерывно в порядке последовательности операций. Его разработал и впервые использовал на своих предприятиях по изготовлению автомобилей Г. Форд.
Характерными признаками поточного производства являются:
- массовость выпуска продукции в течение более или менее длительного периода;
- расчленение процесса изготовления продукта на простые операции и закрепление их в пространстве за отдельными специализированными орудиям труда или рабочими местами;
- пространственное расположение оборудования или рабочих мест друг за другом в порядке выполнения операций, исключающее встречные перемещения предметов труда при их обработке;
- немедленная (без межоперационных пролеживаний) передача предметов труда на следующую операцию по мере их обработки на предыдущей;
- применение для межоперационного перемещения предметов труда специальных транспортных средств, обеспечивающих определенную скорость перемещения (а следовательно, и темп выполнения отдельных операций и необходимую общую продолжительность процесса изготовления единицы продукции).
В поточном производстве реализованы все принципы организации идеального производственного процесса. Оно приближает процесс производства машин, который по своему характеру является дискретным, к непрерывному, идеальному.
Расчленение процесса на составные элементы (операции) позволяет любую сложную комбинацию их свести к сравнительно простым действиям, что открывает большие возможности для применения машин и автоматов, специально предназначенных для выполнения простейших операций.
Последовательное расположение отдельных стадий процесса обеспечивает экономию пространства и времени, так как предметы перемещаются по кратчайшему пути без возвратных перемещений. А непосредственная взаимосвязь рабочих мест расчлененного процесса обусловливает необходимость немедленной передачи предметов на последующие операции, благодаря чему достигается высокая степень непрерывности процесса.
Ритмичность производства в условиях потока обеспечивается перемещением предметов труда с операции на операцию через строго определенный промежуток времени, называемый тактом потока, в течение которого выполняются операции на всех рабочих местах.
Применение транспортных устройств для перемещения предметов между операциями освобождает рабочего от не свойственной человеку функции (быть тяговой силой), снижает его утомляемость и вместе с тем обеспечивает экономию времени на выполнение вспомогательных элементов основных операций, ускоряет время перемещения и тем самым увеличивает непрерывность и производительность процесса.
Первичным звеном поточного производства является поточная линия, которая представляет собой совокупность взаимосвязанных рабочих мест, предназначенных для обработки или сборки определенных предметов.
В заводской практике не всегда удается организовать поточное производство в его идеальном, классическом виде. В большинстве случаев это связано с объемом выпуска одинаковой продукции, не достаточным для полной загрузки оборудования, а также невозможностью синхронизировать длительность операций, сделать ее равной или кратной такту потока. Это приводит к нарушению таких важнейших принципов идеального производства, как специализация, пропорциональность, непрерывность и параллельность процесса. В связи с этим приходится закреплять за поточной линией изготовление нескольких предметов, а также допускать прерывность процесса и прибегать к использованию поточных линий разных видов (рис. 1).
На однопредметной линии изготавливается продукция одного наименования (заготовка, деталь, узел, изделие) в течение длительного периода вплоть до смены объекта производства, а в ряде случаев и после этого, если, например, деталь изготавливается как запасная часть для машин, снятых с производства, но находящихся в эксплуатации.
На многопредметной линии изготавливается продукция двух или более наименований. Такие линии создаются в тех случаях, когда программа выпуска продукции одного наименования не обеспечивает загрузку комплекта оборудования линии. В зависимости от метода обработки закрепленных предметов многопредметные линии подразделяются на переменно-поточные и групповые.
Переменно-поточной называется линия, на которой закрепленные за ней детали (узлы, изделия) разного наименования изготавливаются поочередно через определенные промежутки времени с пере наладкой оборудования. В период изготовления предметов данного наименования работа такой линии организуется по тем же принципам, что и однопредметная.
Групповой называется линия, на которой детали разных наименований, закрепленные за линией, обрабатываются по групповой технологии с использованием групповой оснастки либо одновременно, либо поочередно, но без переналадки оборудования.
Как одно-, так и многопредметные поточные линии могут быть непрерывными и прерывными.
На непрерывных линиях изготавливаемый (обрабатываемый) предмет передается с операции на операцию непрерывно поштучно или небольшими транспортными партиями с помощью механизированных либо автоматизированных транспортных устройств - конвейеров - через промежуток времени, равный или кратный такту потока. При этом длительность операций на каждом рабочем месте близка, или равна, или кратна этому такту.
При значительных отклонениях длительности операций от величины, равной или кратной такту, т.е. когда отсутствует пропорциональность частичных процессов, организуются прерывно-поточные линии, на которых обработка деталей на отдельных операциях прерывается, а средний уровень производительности линии обеспечивается за счет заделов, образующихся из-за разной продолжительности операций. В ряде случаев прерывные участки создаются и на синхронизированных линиях для устранения монотонности труда.
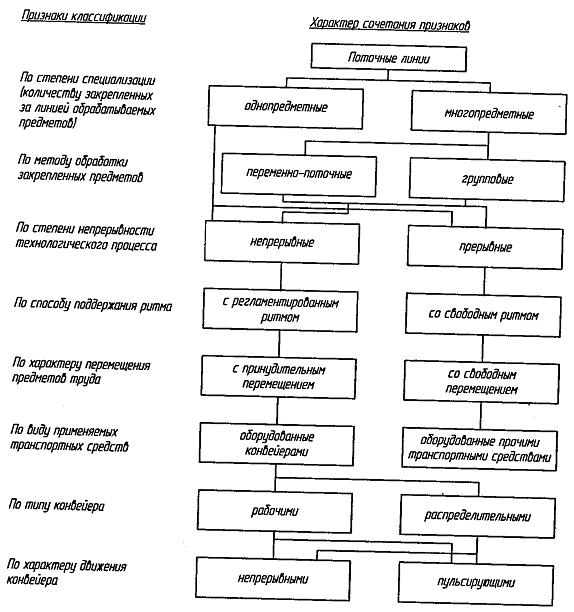
Рис. 1. Классификация основных видов поточных линий на машиностроительных заводах
Непрерывно-поточные линии широко применяются в массовом производстве в различных цехах машиностроительных предприятий, но наиболее часто - в сборочных процессах, так как в них легче всего добиться выравнивания длительности операций путем их дробления и перегруппировки. В заготовительных и обрабатывающих цехах использование таких линий во многих случаях ограничивается невозможностью синхронизации операций и неполной загрузкой оборудования. Переменно-поточные линии чаще используются в сборочных и частично в обрабатывающих процесс ах крупносерийного производства и в заготовительных цехах массового производства.
По способу поддержания такта потока различают линии с регламентированным и свободным ритмом. На линиях с регламентированным ритмом такт потока строго поддерживается с помощью конвейеров, перемещающих предметы труда с определенной скоростью или с ритмичным пульсированием.
На линиях со свободным ритмом такт потока строго не регламентируется во времени, поскольку длительность обработки на операциях не совпадает с тактом. Средний такт поддерживается непосредственно работниками линий с тем, чтобы обеспечить среднюю расчетную производительность линии за определенный период времени (час, период обслуживания, смена), на который обычно и составляется стандарт - план работы таких линий.
|
|
Дата добавления: 2014-01-20; Просмотров: 1374; Нарушение авторских прав?; Мы поможем в написании вашей работы!