КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные сведения о конструкции
|
|
|
|
и технологии заклепочных соединений,
классификация, области применения
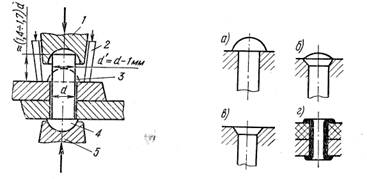
Заклепочное соединение является неразъемным. В большинстве случаев его применяют для соединения листов и фасонных прокатных профилей. Соединение образуют расклепыванием стержня заклепки, вставленной в отверстие деталей – рис.3.1, где 1 – обжимка; 2 – прижим при машинной клепке; 3 – замыкающая головка; 4 – закладная головка; 5 – поддержка.
При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии.
Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали. Относительному сдвигу деталей оказывают сопротивление стержни заклепки и частично силы трения в стыке.
|
Отверстия в деталях продавливают или сверлят. Сверление менее производительно, но обеспечивает повышенную прочность (см. табл.3.1). При продавливании листы деформируются, а на выходной стороне отверстия образуется острая кромка, которая может вызвать подрез стержня заклепки.
Рис.3.1 Рис.3.2
Клепку (осаживание стержня) можно производить вручную или машинным способом (пневматическими молотками, прессами и т.п.). машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки заклепок и увеличивает силы сжатия деталей.
Стальные заклепки малого диаметра (до 12 мм) и заклепки из цветных металлов ставят холодным способом, т.е. без нагрева (холодная клепка). Стальные заклепки с диаметром больше 12 мм ставят горячим способом (горячая клепка).
Нагрев заклепок перед постановкой облегчает процесс клепки и повышает качество соединения (достигается лучшее заполнение отверстия и повышенный натяг в стыке деталей).
|
|
|
В зависимости от конструкции соединения применяют различные типы заклепок, геометрические размеры которых стандартизированы. Основные типы заклепок изображены на рис.3.2; а – с полукруглой головкой; б – полупотайная; в – потайная; г – полая.
По назначению заклепочные соединения принято разделять на следующие три группы: а) прочные (применяют в металлоконструкциях); б) прочноплотные (применяют в котлах и резервуарах с высоким давлением); в) плотные (применяют в резервуарах с небольшим внутренним давлением).
Каждая заклепка имеет свою зону действия D (рис.3.3), на которую распространяются деформации сжатия в стыке деталей. Если зоны действия соседних
| Заклепок пересекаются, соединение будет плотным. По конструктивному признаку различают однорядные и многорядные, односрезные и многосрезные заклепочные соединения. На рис.3.4: а – однорядный односрезный шов; б – однорядный двухсрезный шов с накладками. |
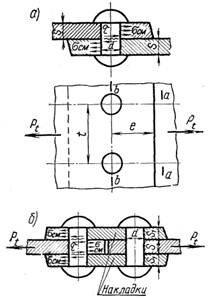 Рис.3.4
Рис.3.4
|
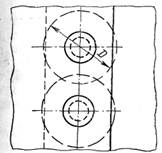 Рис.3.3
Рис.3.3
|
В современном машиностроении заклепочные соединения вытесняются более прочным и дешевым видом неразъемного соединения – сваркой. Заклепочные соединения применяют для деталей, материал которых плохо сваривается.
|
|
|
Дата добавления: 2014-01-20; Просмотров: 309; Нарушение авторских прав?; Мы поможем в написании вашей работы!