КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Соединение встык
|
|
|
|
И расчет их на прочность
Конструкция сварных соединений
Это соединение во многих случаях является наиболее простым и надежным. В зависимости от толщины соединяемых элементов его выполняют по одному из вариантов, изображенных на рис. 3.7.
При малых толщинах обработка кромок не обязательна, а при средних и больших толщинах она необходима по условиям образования шва на всей толщине деталей. Автоматическая сварка под флюсом позволяет увеличить предельные толщины листов, свариваемых без обработки кромок, примерно в два раза, а угол скоса кромок уменьшить до 30 – 350 (на рис.3.7 показаны швы, выполняемые при ручной сварке).
| Сваривать встык можно не только листы или полосы, но также трубы, уголки, швеллеры и другие фасонные профили. Во всех случаях составная деталь получается близкой к цельной. Соединения встык могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния. Зоной термического влияния называют прилегающий к шву участок детали, в котором | 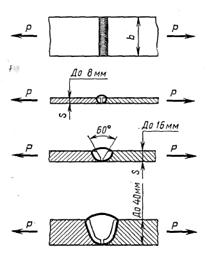 Рис.3.7
Рис.3.7
|
в результате нагревания при сварке изменяются механические свойства металла. Понижение механических свойств в зоне термического влияния особенно значительно при сварке термически обработанных, а также наклепанных сталей. Для таких соединений рекомендуют термообработку и наклеп после сварки.
Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности сварного соединения встык принято выполнять по размерам сечения детали в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (см. рис.3.7): на растяжение
|
|
|
s = P / F = P/(bs) £[s’];
на изгиб
s = M / Wи = 6M/bs2 £ [s’], (3.1)
где b и s – ширина и толщина полосы, [s’] - допускаемое напряжение для сварных соединений (см. табл. 3.1)
 Рис.3.8
Рис.3.8
| Отношение [s’] к допускаемому напряжению для основного металла [s’]Р является коэффициентом прочности сварного соединения встык j = [s’] / [s]Р (3.2) |
Величина j колеблется в пределах от 0,9 до 1,0, т.е. соединение встык почти равнопрочно с соединенными деталям. В тех случаях, когда требуется повысить прочность соединения, применяют косые швы (рис. 3.8)
Расчет косого шва выполняют по формуле (3.1), в которой принимают [s’] = [s]Р.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 525; Нарушение авторских прав?; Мы поможем в написании вашей работы!