КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Соединения клиновыми шпонками
|
|
|
|
ШПОНОЧНЫЕ соединениЯ
И ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
Полезные советы
Менеджер может увеличить свои шансы на успешное осуществление изменений в организации путем:
проведения анализа, позволяющего определить проблемы текущей ситуации и возможные причины возникновения данной ситуации. анализ позволит определить действительную важность проблем, необходимую скорость их решения, позволяющую избежать возникновения новых проблем, а также уточнить виды изменений, которые обычно требуются.
проведения анализа факторов, необходимых для осуществления требуемых изменений. он должен быть сконцентрирован на следующих вопросах: кто может сопротивляться изменениям, почему и насколько сильно, кто обладает информацией, необходимой для планирования изменения, чья помощь необходима для осуществления изменения, каковы позиция и положение инициатора изменения по отношению к другим заинтересованным сторонам с точки зрения силы, доверия, способов взаимодействия и т.д.
выбора стратегии изменения, основанного на предыдущем анализе. этот выбор уточняет скорость или темп изменения, объем предварительной работы, связанной с планированием, и степень вовлеченности других людей. этот выбор определяет тактику использования отдельных сотрудников и коллективов.
наблюдения за процессом осуществления изменений. как бы хорошо ни были выбраны тактика и стратегия изменения на первоначальных этапах, часто возникают совершенно неожиданные проблемы в процессе осуществления изменения. только путем тщательного управления процессом можно своевременно определить непредвиденные эффекты и правильно на них отреагировать.
|
|
|
Шпоночные, зубчатые (шлицевые) и профильные соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т.д. Соединения нагружаются в основном вращающим моментом.
Все основные виды шпонок можно разделить на клиновые и призматические. Первая группа шпонок образует напряженные, а вторая – ненапряженные соединения. Размеры шпонок и допуски на них стандартизированы.
|
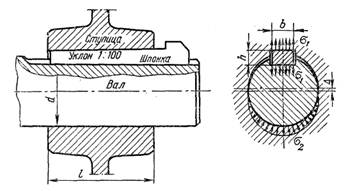
Врезные клиновые шпонки (рис.4.1) характеризуются следующими положениями: свободной посадкой ступицы на вал (с зазором); расположением шпонки в пазе с зазорами по боковым граням (Необходимость этих зазоров связана с технологическими трудностями посадки шпонки по всем четырем граням) (рабочими являются широкие грани шпонки); передачей вращающего момента от вала к ступице в основном за счет сил трения, которые образуются в соединении от запрессовки шпонки.
Рис.4.1
Запрессовка шпонки смещает центры вала и ступицы на некоторую величину D (см.рис.4.1), равную половине зазора посадки и деформации деталей. Это смещение вызывает дебаланс и неблагоприятно сказывается на работе механизма при больших скоростях вращения.
Клиновая форма шпонки может вызвать перекос детали, при котором ее торцовая плоскость не будет перпендикулярна к оси вала. Обработка паза в ступице с уклоном, равным уклону шпонки, создаст дополнительные технологические трудности и часто требует индивидуальной пригонки шпонки по пазу. Такая пригонка совершенно недопустима в условиях массового производства.
Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного производства, которое без больших затруднений может обеспечить точную посадку ступицы на вал. В прежнее время, когда было трудно обеспечить посадку ступицы на вал без больших зазоров, клиновая шпонка являлась средством исправления дефектов производства, так как она выбирала зазор и создавала натяг в соединении.
|
|
|
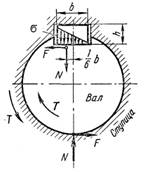 Рис.4.2
Рис.4.2
| Фрикционная шпонка (рис.4.2) является одной из разновидностей клиновой шпонки. Конструкция соединения ясна из чертежа. В этом соединении нагрузка передается только трением. Поэтому его можно использовать как предохранительное при перегрузках. Кроме того, фрикционная шпонка позволяет регулировать положение ступицы на валу как в угловом, так и осевом направлении, что также используют на практике. |
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 466; Нарушение авторских прав?; Мы поможем в написании вашей работы!