КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Система посадок метрических резьб
Приведенный средний диаметр резьбы.
Суммарный допуск среднего диаметра резьбы.
Установление взаимосвязи между погрешностями (отклонениями) шага и угла профиля резьбы со средним диаметром является важнейшим условием в системе допусков резьбовых соединений. Допуски шага и угла профиля в этой связи устанавливать в отдельности для рассматриваемых крепежных метрических резьб нет необходимости. Исключением могут быть лишь резьбы резьбонарезных инструментов и резьбовых калибров; резьбы, предназначенные для посадок с натягом; резьбы для микрометрических винтов в измерительных приборах и в некоторых других обоснованных случаях.
В общем случае устанавливают суммарный допуск на средний диаметр, включающий допустимую погрешность изготовления собственно среднего диаметра Dd2(D.D2) и диаметральные компенсации погрешности шага (fp) и угла профиля (f a) резьбы:
для наружной резьбы (болта)
Td2 = Dd2 + fp + f a
для внутренней резьбы (гайки)
TD2 = DD2 + fp + f a
Точность собственно среднего диаметра наружной и внутренней резьбы при изготовлении обычно соответствует допускам 8-го и 9-го квалитетов гладких соединений.
Понятие приведенного среднего диаметра резьбы (ГОСТ 16093-2004) введено для упрощения контроля резьб и расчета допусков среднего диаметра при раздельном контроле шага, угла профиля и среднего диаметра.
Приведенными средними диаметрами болта и гайки называют такие их условные величины d2пр и D2пр, которые обеспечивают безусловную свинчиваемость болта с гайкой при соотношении, чтобы приведенный средний диаметр гайки был больше или равен приведенному среднему диаметру резьбы болта:
D2пр> d2пр
В основу приведенного среднего диаметра (d2пр, D2пр) берется измеренный (действительный) размер среднего диаметра (d2изм> D2изм), увеличенный для болта и уменьшенный для гайки на диаметральные компенсации погрешностей шага и угла профиля:
d2пр = d2изм+ (fp + f a );
D2пр = D2измì - (fp + f a );
Для наружной резьбы к d2изм прибавляется + (fp + f a ) поскольку наличие погрешности шага и угла профиля в резьбе мешает свинчиванию и фактически увеличивает средний диаметр резьбы болта.
Для внутренней резьбы из D2изм вычитается - (fp + f a ) так как наличие погрешностей шага и угла про филя в резьбе мешает свинчиванию и фактически уменьшает средний диаметр резьбы гайки.
Резьбовые детали, имеющие одинаковый приведенный средний диаметр, равноценны в отношении обеспечения свинчиваемости, но прочнее из них та, в которой погрешности шага и угла профиля меньше.
Степени точности метрических резьб,
Все резьбы общего назначения соединяются по боковым поверхностям. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по наружному и внутреннему диаметрам болта и гайки.
В зависимости от характера сопряжения по боковым сторонам профиля (или, как принято называть «по среднему диаметру») различают резьбовые посадки с зазором, с натягом и переходные. Посадка резьбового соединения зависит от зазоров или натягов, которые численно представляют собой разницу действительных значений приведенных средних диаметров болта и гайки.
ГОСТ 1609-2004 «Посадки с зазором») устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (d, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н) (рис. 5).
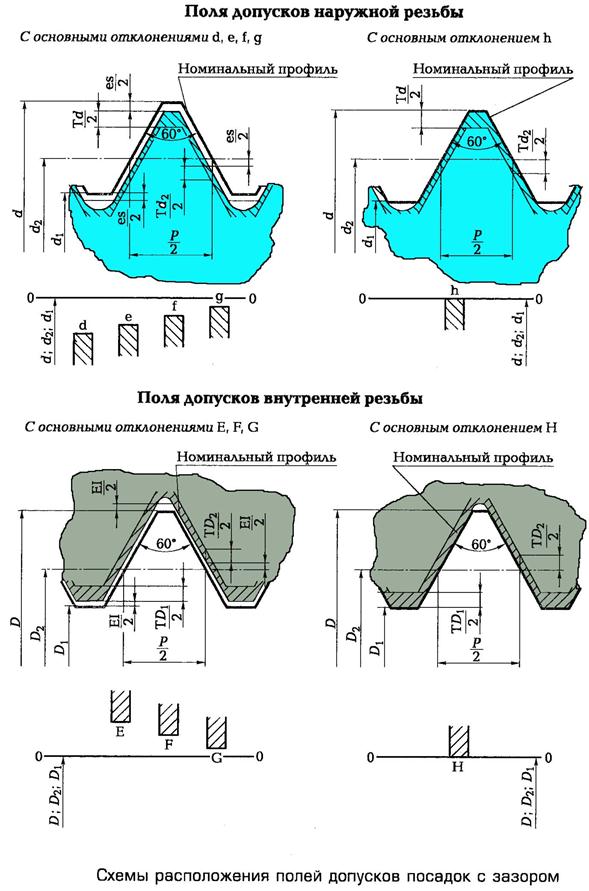
Рис. 5
Отклонения отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
Положение поля допуска диаметра резьбы определяется основным отклонением (es - для болта, ЕI - для гайки).
Второе предельное отклонение определяют в зависимости от установленной стандартом степени точности (табл. 2).
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d | 4,6,8 |
| d2 | 3,4,5,6, 7,8,9, 10* | |
| Внутренняя | D2 | 4,5,6,7,8,9* |
| D1 | 4, 5, 6, 7, 8 |
* Только для резьб из пластмасс
Резьбовые сопряжения с большими гарантированными зазорами (с использованием основных отклонений внутренних резьб Е и F) применяются в следующих случаях:
когда резьбовые детали работают при высокой температуре и необходима компенсация температурных деформаций;
когда необходима быстрая и легкая свинчиваемость деталей даже при наличии небольшого загрязнения или повреждения резьбы;
когда требуется повышенная циклическая прочность резьбовых соединений;
когда на резьбовые детали наносят защитные покрытия.
Поскольку накопленная погрешность шага зависит от длины свинчивания, стандартом установлено три группы длин свинчивания:
короткая S; нормальная N; длинная L.
|
|
Дата добавления: 2014-01-20; Просмотров: 1495; Нарушение авторских прав?; Мы поможем в написании вашей работы!