КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сборочные базы при сборке в приспособлениях
|
|
|
|
2.
1.
a) разметить центры отверстий под заклепки в петле 1 и кернить центры отверстий;
b) установить петлю 1 на диск 2 по размерам и закрепить петлю и диск струбцинами;
c) сверлить отверстия под заклепки по накерненным центрам;
d) вставить заклепки, расклепать, снять струбцины;
e) аналогично разметить отверстия под замок, кернить центры, установить замок на диск, сверлить отверстия, вставить заклепки, расклепать.
a) на листе винипроза в натуральную величину наносят контуры диска, петли, замка и положение центров отверстий;
b) на заготовку диска наносят фотоэмульсию и просушивают;
c) на заготовку накладывают лист винипроза, фотографируют и проявляют отпечаток;
d) сверлят в диске (предварительно меньшего диаметра) отверстия под заклепки;
e) на диск устанавливают петлю, закрепляют струбцинами и рассверливают отверстия, вставляют заклепки и расклепывают;
f) также устанавливают замок.
Сборку по разметке на винипрозе применяют как в опытном, так и в серийном производстве при малых программах выпуска изделий.
III. Сборка по сборочным отверстиям (СО) – процесс, при котором взаимное расположение собираемых деталей определяется положением имеющихся на них сборочных отверстий.
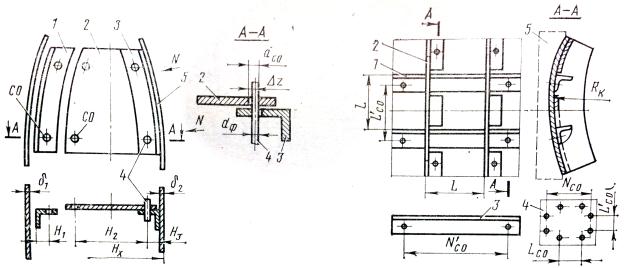
| Рис.4.8 а. Образование обводов агрегата при сборке с базированием по СО: 1,3-профили; 2-стенка; 4-фиксатор; 5-обшивка. | Рис.4.8 б. Базирование деталей каркаса по СО: 1-стрингеры; 2-шпангоуты; 3,4-расположение СО в стрингерах и обшивке; 5-ложемент поддерживающего устройства. |
Собираемые детали совмещают друг с другом, и на период сборки в СО вставляют фиксаторы. Базирование по СО возможно при образовании обводов агрегата (рис. 2.7а) и установке продольных поперечных наборов (каркаса) (рис. 4.7б).
|
|
|
При сборке с образованием обводов агрегата размер внешнего обвода:
Нх = δ1+ Н1+ Н2+ Н3+ δ2.
Погрешность обвода определяется как сумма:
∆Нх = ∆δ1+ ∆Н1+ ∆Н2+ ∆Н3+ ∆δ2+ 4∆z + ci,
где Н1,Н2,Н3 – размеры, определяющие положение СО в деталях; z – зазор между диаметром СО (dсо) и диаметром фиксатора (dф); ci - погрешность размера вследствие деформации и пружинения.
В случае базирования по СО элементов продольного и поперечного набора погрешность замыкающего звена +/- (1,0... 1,5) мм, что вполне соответствует требованиям по точности расположения элементов продольного набора в стыкуемых узлах и панелях.
Сборка с базированием по СО при плоских узлах, производится на столах или с применением простейших приспособлений, которые служат для поддержания деталей в сборочном приспособлении и не влияют на точность образования форм и обводов изделия. СО сверлятся в деталях по шаблонам (плоским и объёмным), по разметке, фотоконтактным методом или в приспособлениях для сверления.
Места расположения СО указываются в чертежах и схемах, составленных в конструкторском отделе серийного завода.
Сборочные приспособления обеспечивают требуемое взаимное расположение собираемых деталей, инструмента, придание формы недостаточно жестким деталям и узлам в процессе сборки. При этом создаются следующие преимущества по сравнению со сборкой по разметке:
Ø исключается разметка и пригонка деталей;
Ø ускоряется и облегчается процесс сборки;
Ø достигается взаимозаменяемость собираемых узлов и агрегатов;
Ø возможна механизация процесса сборки.
Этим объясняется широкое применение сборочных приспособлений при серийном изготовлении самолетов и вертолетов. Следует заметить, что при этом конечный размер сборочной единицы образуется как результат перенесения на сборочную единицу размера сборочного приспособления. Это требует изготовления точных, взаимосвязанных приспособлений, воспроизводящих конечные размеры изделия. Так как окончательный размер собираемых изделий образуется сложными поверхностями, которые отличаются значительными габаритами, многодетальностью и сложностью форм, то сборочные приспособления получаются сложными, массивными, неудобными в работе. Требуется большое число материалов, большие затраты труда и времени для подготовки производства.
|
|
|
При сборке приспособлений реализуются следующие подходы (базы):
1) за базу принимается наружная или внутренняя поверхность обшивки агрегата, выходящая на теоретический контур ЛА;
2) за базу применяется поверхность каркаса изделия (то есть без учета обшивки).
Сборка частей планера самолета в приспособлениях обеспечивает точность готового изделия в пределах 1... 1,5 мм. При этом сборочное приспособление должно быть изготовлено с точностью, в 3...10 раз превышающую точность сборки изделия.
Сборка в сборочных приспособлениях позволяет добиваться заданной точности окончательных форм и размеров вследствие принудительного перемещения деталей при сборке до совпадения их базовых поверхностей с базовыми поверхностями фиксаторов сборочного приспособления.
Перемещение осуществляется как без деформирования деталей, путем линейного перемещения, так и с принудительным деформированием деталей до полного совпадения базовых поверхностей. В первом случае говорят, что компенсация погрешностей размеров происходит путем перемещения, а во втором – упругой компенсацией. Компенсация перемещения позволяет получать заданные линейные размеры, а упругая компенсация – исправлять форму контуров деталей.
Эффект упругой компенсации погрешностей форм деталей успешно используется, если деформируемая деталь обладает невысокой собственной жесткостью, а детали, к которым она прикрепляется, обладают значительной собственной жесткостью. Только в этом случае можно гарантировать неизменность окончательных размеров и форм готового изделия при его расфиксации и снятии со сборочного приспособления.
Следует учитывать появление внутренних напряжений при реализации упругой компенсации, которые могут привести к нежелательным последствиям при эксплуатации вследствие снижения прочности и долговечности конструкций, находящихся под воздействием предварительных сборочных напряжений.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 2374; Нарушение авторских прав?; Мы поможем в написании вашей работы!