КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей
|
|
|
|
В серийном производстве для контроля размеров деталей, выполненных с квалитетом с 6 по 17, широко используются Бесшкальные контрольные инструменты - рабочие калибры, позволяющие значительно упростить процедуру контроля, т. к. не требуют высокой квалификации контролера и могут быть достаточно просто автоматизированы.
Для контроля размеров рабочих калибров используются контрольные калибры.
Рабочие калибры – предельные, т. к. их размеры соответствуют предельным размерам контролируемой детали.
В комплект обязательно входят проходной и непроходной калибры, причем для контроля отверстий используются пробки, для валов - скобы.
Рассмотрим схему контроля отверстия пробкой (рис. 90).
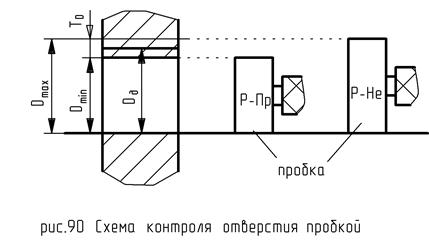
Изображено отверстие с диаметральным расположением поля допуска. Отверстие считается годным, если его действительный диаметр лежит внутри поля допуска. Покажем комплект калибров: рабочий проходной калибр и рабочий непроходной калибр. Если отверстие является годным, т.е. действительный диаметр больше минимального и меньше максимального, то рабочий проходной калибр должен пройти через это отверстие свободно, а рабочий непроходной – нет.
Для годной детали
1) условие для рабочего проходного калибра:
 ,
,
2) условие для рабочего непроходного калибра:
 .
.
При браке не выполняются условия, т.е.
1) рабочий проходной калибр не проходит:

2) рабочий непроходной проходит:
 .
.
Если проходной калибр забраковал деталь, то можно отправить ее на доработку: дополнительно расточить отверстие и получить годную деталь, если же непрходной - забраковал, то диаметр больше максимального, и без дополнительной наплавки материала брак исправить нельзя. В первом случае исправимый брак, во втором - неисправимый.
|
|
|
Рассмотрим схему контроля вала скобой (рис. 91).
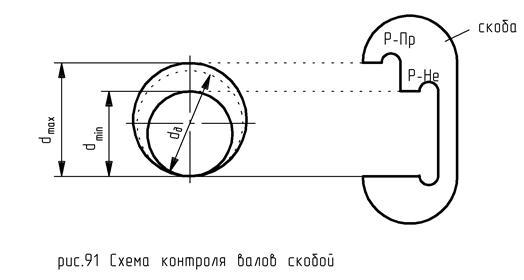
Изобразим комбинированную скобу.
Для годной детали
1) условие для рабочего проходного калибра:
 ,
,
2) условие для рабочего непроходного калибра:
 .
.
При браке не выполняются условия, т.е.
3) рабочий проходной калибр не проходит:

4) рабочий непроходной проходит:
 .
.
Проходные калибры во всех случаях контролируют исправимый брак, непроходные - неисправимый.
Т.к. проходной калибр перемещается относительно годной детали (которых значительно больше, чем бракованных), то он и изнашивается быстрее непроходного, что приводит к специфике расположения полей допусков проходных калибров относительно предельных размеров детали. У калибров поле допуска составляет примерно 10% от допуска контролируемой детали. Расположение полей допусков калибров относительно полей допусков контролируемой поверхности обычно приводит к сужению соответствующего поля допуска.
Рассмотрим расположение полей допусков калибров на примере переходной посадки H7/k6 (рис. 9).
Параметры полей допусков калибров регламентируются ГОСТом 24853-81, для пробок – z, h, y, для скоб - z1, h1, y1.
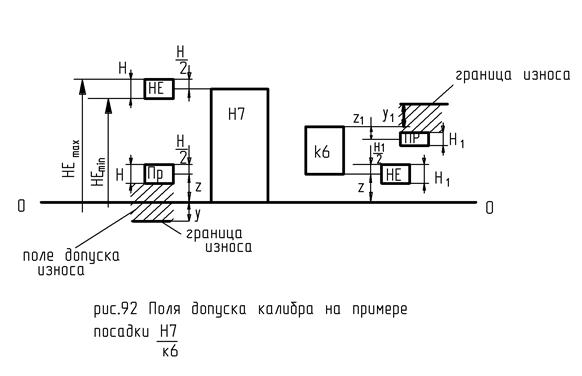
Представим поле H7. Наибольший диаметр контролируется непроходным калибром, поэтому поле допуска непроходного калибра располагается симметрично относительно него. У проходного калибра, в связи со спецификой его работы, с учетом того, что он контролирует исправимый брак, ось симметрии смещается на некое расстояние z, вокруг которого строится поле допуска. Рабочий проходной калибр определенное количество раз контролирует соответствующие поверхности и естественно изнашивается. Необходимо ограничить нижнюю границу износ, для этого используется параметр - у, т.е. как бы расширяется поле допуска.
Для квалитетов с 6 по 8 поле допуска рабочего проходного изношенного калибра может опускаться ниже нулевой линии, т.к. это компенсируется зазором, необходимым для перемещения калибра.
|
|
|
Представим поле k6. Относительно минимального диаметра располагаем симметрично поле допуска непроходного калибра. Проходной калибр контролирует наибольший диаметр вала, значит необходимо на величину z1 сместить внутрь контролируемой детали ось симметрии. Аналогична схема на износ.
Это размеры истинные, теоретические, но для деталей допуск должен располагаться в тело детали:
Лекция №22
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1491; Нарушение авторских прав?; Мы поможем в написании вашей работы!