КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование контрольных отделений
|
|
|
|
Структура системы контроля качества
В механосборочном производстве имеются специальные службы отдела технического контроля (ОТК) завода, включающего центральную измерительную лабораторию (ЦИЛ), которая разрабатывает схемы и планы контрольных проверок средств измерений и выполняет наиболее сложные из них, контрольно-поверочные пункты (КПП), подчиненные ЦИЛ и расположенные в производственных цехах, цеховые контрольные пункты (КП) и испытательные отделения (ИО). Цеховые КП и ИО могут быть объединены в контрольные отделения (КО) (рисунок 13.2).
Для выполнения этапов технологического процесса измерений цеховая система контроля качества изделий должна включать в свой состав КПП, КП или КО и испытательные станции (ИС) или ИО.
В механических и сборочных цехах располагают контрольные пункты, которые являются частями общезаводского отдела технического контроля.
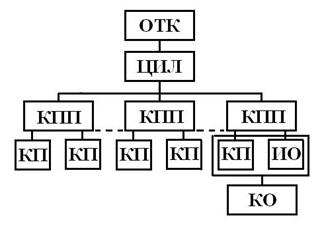
Рисунок 13.2 – Структурная схема СККИ
На них возлагаются те же функции, что и на всю систему контроля качества изделий.
В механосборочных цехах создают КПП, которые предназначены для следующих целей:
-периодической или сменной поверки при возврате всех универсальных средств измерения, применяющихся в обслуживаемом КПП цехе;
- принудительного изъятия из эксплуатации изношенных или непригодных средств измерения и изоляции их в установленном на производстве порядке; осуществления надзора за правильной эксплуатацией средств измерения и их хранения в системе инструментообеспечения и на рабочих местах (позициях);
- проведения инструктажа по применению средств измерения;
- контроля работы системы инструментообеспечения в отношении своевременного направления средств измерения на периодическую или сменную поверку и в ремонт;
|
|
|
- выявления причин брака при изготовлении продукции;
- периодической поверки и наладки применяемых контрольных приспособлений, измерительных приборов и автоматов;
- систематического выборочного инспекционного контроля изготовляемых изделий.
Для небольших механосборочных цехов указанные виды работ выполняет центральная измерительная лаборатория завода.
К помещениям КПП предъявляют повышенные требования.
- полы КПП рекомендуют делать из паркетной доски, покрытой лаком, поливинилацетатного и резинового линолеума для облегчения пылеудаления;
- облицовочные материалы должны быть полуматовой фактуры, не допускающей бликов, светлых нейтральных тонов. Они должны быть окрашены пылеотталкивающей алкидностирольной эмалью.
- температура в помещении КПП должна быть 20 ± 1 0С;
- относительная влажность воздуха 45 ± 5 %;
- наибольшая скорость воздушных потоков 0,1—0,2 м/с;
- наибольшее число пылинок, оседающих на 1 см2 поверхности стекла в один ч. – 40;
- наиболее точные измерительные средства и компараторы устанавливают на специальные виброизолирующие фундаменты;
- общая освещенность должна быть не менее 500 лк. В качестве источников искусственного освещения следует использовать люминесцентные лампы белого света.
Площадь КПП определяется из расчета 0,1…0,2 м2 на один станок механического цеха, но в целом не менее 25 м2 на один пункт. При создании в механических цехах контрольных пунктов поверки и ремонта калибров и кладовой обменного фонда площадь их определяют исходя из нормы 0,18…0,3 м2 на один станок, а число работающих в нем должно быть 8…12 % числа контролеров.
Работники технического контроля в состав работающих по цеху не включаются.
Укрупненно число контролеров можно определить: в непоточном производстве 7…10 % числа основных станков; в поточном производстве 5…7 % числа основных станков. Применение автоматизированных средств контроля несомненно уменьшает потребность в работниках контроля, и поэтому принятое число контролеров нуждается в корректировке.
|
|
|
Площади, занимаемые контрольными пунктами и контрольными отделениями, можно определить исходя из расчета размеров стандартного контрольного пункта 2x3 = 6 ма.
Число контрольных пунктов может быть определено исходя из трудоемкости контроля и программы выпуска изделий. В производстве, как правило, проходят контроль первая готовая деталь, а затем каждая т- я. При этом, если заготовка обрабатывается на нескольких станках, то чаще всего контроль производят после обработки на каждом из них. Это необходимо для предотвращения брака, связанного с размерным изнашиванием инструментов и тепловыми деформациями станков.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1176; Нарушение авторских прав?; Мы поможем в написании вашей работы!