КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Стикове зварювання
|
|
|
|
ЗВАРЮВАННЯ ТИСКОМ
Тема лекції:
План лекції
1 Стикове зварювання. Загальні відомості та різновиди.
2 Стикове зварювання опором.
2.1 Вибір режимів стикового зварювання опором.
1 Стикове зварювання. Загальні відомості та різновиди.
Стикове зварювання є видом контактного зварювання, при якому заготовки зварюються по всій поверхні стискання. При стиковому зварюванні заготовки закріплюють у затискачах стикової машини. Один затискач установлюється на рухомій плиті, яка може пересуватись в напрямних. Другий затискач встановлено на нерухомій плиті. Зварювальний трансформатор під’єднано гнучкими шинами. Цей трансформатор живиться від мережі змінного струму через пускач. Плита пересувається і деталі. Що зварюються, стискаються під дією зусилля осадження P, яке надає механізм осадження.
Розрізняють два види стикового зварювання:
- стикове зварювання опором;
- стикове зварювання оплавленням.
2 Стикове зварювання опором (без оплавлення)
Стиковим зварюванням опором називають зварювання тиском, при якому стик спочатку розігрівається до пластичного стану (без оплавлення), а потім наступним осадженням під дією зусилля P формується нероз’ємне зварне з’єднання.
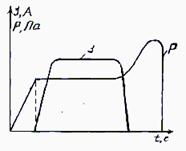
Рисунок 4.1- Цикл контактного стикового зварювання опором.
Перед зварюванням заготовки повинні бути максимально очищені від окисних плівок, а їхні торці повинні щільно підігнані один до одного.
Заготовки, закріплені в спеціальних затискачах, здавлюються невеликим зусиллям P, після чого включається струм, метал розігрівається до пластичного стану, потім осаджується місце зварювання має підсилення (висадку) металу.
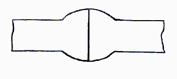
Рисунок 4.2.
Параметрами режиму контактного стикового зварювання є:
|
|
|
- i – густина струму (A/мм2),
- P – тиск стискання (Па),
- t – час протікання струму (с).
t визначають через величину осадження, яка залежить від установчої довжини.
Установча довжина l – це відстань від торця заготовки до внутрішнього краю електрода стикової машинни. Довжина l залежить від теплофізичних властивостей металу, конфігурації стику та розмірів заготовки.
Цим методом зварюють заготовки малого перерізу до 100 мм2. Перерізи заготовок, що з’єднуються повинні бути однакові за формою з малорозвиненим периметром (круг, квадрат, прямокутник із малим співвідношенням сторін). Метал повинен бути однорідним.
Стикове зварювання опором дає гарні результати для зразків, які мають гарну зварюємість у пластичному стані. Цим методом можна зварювати маловуглецеві, низьколеговані конструкційні сталі, алюмінієві та мідні сплави.
Тепловий баланс стикового контактного зварювання опором.
qt = I2(Rk+Rн) tн+ Pосhн
де qt – енергія, що виділяється в процесі зварювання; I - струм,
Rк – опір контакту; Rн – опір матеріалу; tн – час нагріву;
Pос – зусилля осадження; hн – шлях осадження.
qt = I2(Rk(T)+Rн(T)) tн+Pосhн
Але майже всі параметри змінюють в часі. Один з основних – це опір контакту.
Емпірична формула:
де Rкс=Rк+Rн
Rkсо – опір при T=20oC,
t – поточна координата часу,
t - тривалість включення струму.
чи Rкс=Rксо(1-T/Tпл)
2.1 Вибір режимів стикового зварювання опором.
Відомо, що якщо режим зварювання опором можна відпрацювати на натуральних виробах, то технологи не займаються розрахунками. Цей факт оправдовується тим, що ніякі сучасні розрахунки по достовірності кінцевих результатів не можуть змагатись з реальним досвідом. Навіть комбінація тільки трьох змінних величин: сила струму, час його дії та програма його прикладання – надає велику кількість варіантів. Це не враховує операцій підготовки деталей під зварювання. В сучасних же умовах виробництва вимірювати можна тільки час дії струму. Сучасні стикові машини не комплектуються приладами для вимірювання зварювального струму та величин сили осадження. Ці відомості технологи отримують із паспортних даних машини. Таким чином розрахунки зварних струмів роблять рідко.
|
|
|
Відома емпірична залежність густини струму та часу, його припускання:
 ,
,
де
i –густина струму, А/м2,
t – час, с.
А – коефіцієнт, визначений експериментально:
коефіцієнт для сталевих стержнів А = 8 – 10,
коефіцієнт для алюмінієвих стержнів А = 12 – 20,
коефіцієнт для мідних стержнів А = 25 – 30,
коефіцієнт для латунних стержнів А = 18 – 22.
Так для сталі при i = 25 А/мм2 t = 10, 14... 16 с,
а при i = 100 А/мм2 t = 0,8...1 с.
Для орієнтовних розрахунків середні значення.
На практиці рекомендується цілком визначені співвідношення між максимальним струмом і мінімальною тривалістю. З розрахункових методів найбільш доцільним є метод критеріальної технологічної подібності, при умові, що K = const:  ;
;
Tk = 1100 – 1200оС.
Розрахункові методи допомагають більш глибоко зрозуміти взаємозалежність хоча б основних змінних.
| S, мм2 | i, А/мм2 | toc, с | Припуск на оса дку h |
| 0.3 | 2.2 | ||
| 0.6 | 2.5 | ||
| 0.8 | 2.7 | ||
| 1.0 | 3.0 | ||
| 1.5 | 4.0 | ||
| 2.5 | 6.0 | ||
| 4.5 | 9.0 |
Для дроту ○ 0,3...3,0 мм з низько вуглецевої сталі i = 250 – 700 А/мм2, а для мідних ○ 0,4...2,0 мм i = 1000 – 3500 А/мм2. З підвищенням “i” якість зварювання підвищується, а витрати електроенергії зменшуються.
Тиск осаджування становить:
- 10... 30 Мпа – для сталі,
- 3... 15 Мпа – для кольорових металів.
Одним з суттєвих параметрів режиму зварювання є установча довжина заготовок l = l1 + l2.
На вибір установчої довжини впливає тепло- та електропровідність матеріалу, переріз. При зменшенні теплопровідності l зменшують. Також зменшують l при збільшенні електропровідності.
Мінімальна установча довжина при зварюванні опором.
| Переріз, мм2 | 25 | 50 | 100 | 250 | 500 | 1000 |
| l = l1 + l2 | 3 + 3 | 4 + 4 | 5 + 5 | 6 + 6 | 9 + 9 | 12 + 12 |
На практиці цю довжину збільшують приблизно в 2 рази. Якщо зварюють різнорідні матеріали, то l1 i l2 різні: для більш теплопровідного матеріалу l беруть більшою. Правильність вибору установчої довжини оцінюють рівномірним нагрівом з обох сторін від стику.
|
|
|
Потужність машини обирають у залежності від перерізу в межах 0,3...2,0 кВ•А/мм2.
| ø, мм | 0,2… 0,5 | 0,35… 1,0 | 0,5… 1,5 | 1,0… 3,5 | 1,8… 5 |
| N, кВ•А | 0,5 | 0,7 | 1,0 | 3,0 | 6 |
Припуск на підігрів: для сталі (0,5.. 1,0)%, алюмінію та латуні (1... 2)%, міді (1,5... 2,5)%. Припуск на осадження відповідно збільшують в 1,5... 1,2 раза.
СРС:
Лекція № 5
З дисципліни ТЕХНОЛОГІЯ ТА УСТАТКУВАННЯ
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1114; Нарушение авторских прав?; Мы поможем в написании вашей работы!