КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Толщина стенок и прочность отливок
|
|
|
|
Технологичность заготовок
Технологичность конструкции заготовок деталей должна иметь в виду не только максимальную рационализацию механической обработки, но и упрощение процессов изготовления самих заготовок.
Литые заготовки из чугуна и стали в этом отношении должны удовлетворять следующим основным требованиям:
а) толщина стенок отливки должна быть по возможности одинаковой, без резких переходов тонкостенных частей в толстостенные; выполнение этого требования необходимо для получения однородной структуры отливки и уменьшения внутренних напряжений в ней;
б) форма любой заготовки должна предусматривать простой, без затруднений разъем модели;
в) поверхности отливки, расположенные перпендикулярно к плоскости разъема модели, должны иметь конструктивные литейные уклоны для того, чтобы изготовление литейных форм и стержней и удаление моделей из форм происходило без затруднений.
Уклон в направлении выхода модели из формы обозначается на чертежах линейной величиной b или отношением этой величины к высоте (длине) h данной поверхности отливки (b: h).
Величины литейных уклонов в зависимости от высоты (длины) h принимаются: 1: 5 при h < 25 мм; 1: 10 и 1: 20 при h в пределах 25...500 мм; 1: 50 при h > 500 мм.
В заготовках, полученных методами штамповки и ковки, должно быть обозначено:
а) отсутствие резких переходов в поперечных сечениях и усиление сечений в изгибах; б) выполнение переходов от одного сечения к другому по дугам относительно больших радиусов; в) закругление острых ребер у штамповок.
Штамповки должны иметь уклон поверхностей, расположенных перпендикулярно плоскости разъема штампа, необходимый для удаления заготовки из штампа. Величины уклонов для наружных поверхностей принимаются от 1: 10 до 1: 7; для внутренних — от 1: 7 до 1:5. При повышенной точности штамповки величина уклона принимается меньшей.
|
|
|
Стенки литых деталей обладают неодинаковой прочностью в поперечном сечении из-за различия условий кристаллизации. Прочность максимальна в поверхностном слое, где металл вследствие повышенной скорости охлаждения приобретает мелкокристаллическую структуру и где образуются благоприятные для прочности остаточные напряжения сжатия. В поверхностном слое чугунных отливок преобладают перлит и цементит. Сердцевина, застывающая медленнее, имеет крупнокристаллическое строение с преобладанием феррита и графита. В ней нередко образуются дендритные кристаллы и возникают усадочные раковины и рыхлоты.
Чем массивнее стенка, тем резче разница между прочностью сердцевины и корки, поэтому увеличение толщины стенок не сопровождается попорциональным увеличением прочности отливки.
По этим причинам, а также для уменьшения массы целесообразно выполнять стенки отливок наименьшей толщины, которая допускается условиями литья. Необходимую жесткость и прочность обеспечивают оребрением, применением рациональных профилей, приданием детали выпуклых, сводчатых, сферических, конических и тому подобных форм. Такой метод всегда приводит к получению более легких конструкций.
Качество формы отливки можно приближенно оценить отношением ее поверхности к объему или при заданной длине.
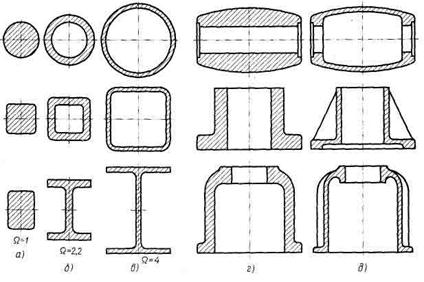
|
Рис. 4.1 – Формы литых деталей
Механическую обработку литых деталей следует сводить к минимуму не только в интересах сокращения стоимости изготовления, но и по соображениям прочности (при механической обработке удаляется наиболее прочный поверхностный слой). Участки, подвергаемые механической обработке, усиливают, утолщая прилегающие стенки.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1190; Нарушение авторских прав?; Мы поможем в написании вашей работы!