КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Место, значение и перспективы развития литейного производства в машиностроении
|
|
|
|
Литье в песчано-глинистые формы
Место и значение литейного производства. Из различных видов производств, используемых для получения заготовок деталей, в машиностроении важнейшая роль принадлежит литейному производству. Это объясняется тем, что литьем можно получить детали массой от нескольких граммов до сотен тонн с толщиной стенки 0,5…500 мм и более, с размерами от нескольких миллиметров до десятков метров, самой сложной формы, которую нельзя получить другими методами и из различных сплавов (пластичных или хрупких). Литьем можно получить заготовку, максимально приближенную по форме к готовой детали, что значительно сокращает расход металла и объем механической обработки. Несмотря на большую массу литых деталей по сравнению, например, со сварными, их изготовление во многих случаях обходится дешевле и обеспечивает высокое качество.
Перспективы развития литейного производства. Перед народным хозяйством страны стоит задача: экономно использовать ресурсы во всех отраслях, применять высокопроизводительные материалосберегающие малоотходные и безотходные технологии, что неразрывно связано с дальнейшим развитием литейного производства. Перспектива развития литейного производства вызвана широким использованием в авиации, судостроении, приборостроении, радиоэлектронике, ракетостроении и атомной энергетике отливок из тугоплавких сплавов. Большой спрос на литье наблюдается в связи с развитием химического машиностроения, где широко используются труднообрабатываемые жаропрочные и коррозионно-стойкие сплавы. В настоящее время в тяжелом машиностроении начинает широко внедряться новая, практически безотходная, технология электрошлаковое литье, которая позволяет получать детали, часто не требующие механической обработки, с высоким качеством металла, с плотной структурой и высокой химической однородностью.
|
|
|
Дальнейшее совершенствование технологии литейного производства, механизация и автоматизация всех процессов, освоение и внедрение прогрессивных способов сократят механическую обработку отливок, снизят их стоимость и расширят область применения литейного производства в промышленности.
Общая технологическая схема изготовления отливки
Суть литейного производства состоит в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму, полость которой соответствует их размерам и форме. После кристаллизации металла литую деталь (заготовку), называемую отливкой, удаляют из литейной формы и в случае необходимости отправляют в механический цех для последующей обработки. — Общая схема технологического процесса изготовления отливки дана на рисунке 1. Технология изготовления отливки начинается с разработки ее чертежа и рабочих чертежей модельного комплекта (модели и стержневого ящика).
В состав литейного цеха входят отделения: модельное, землеприготовительное, стержневое, формовочное, плавильное, выбивное, обрубное, очистное. В модельном отделении по рабочим чертежам изготавливают модельный комплект; в землеприготовительном – формовочную и стержневую смеси; в формовочном – литейную форму, а в стержневом – стержни; в плавильном получают жидкий металл. Готовую литейную форму заливают жидким металлом и после его затвердевания в выбивном отделении удаляют из формы отливку; обрубывают литниковую систему и очищают отливку от пригара в очистном отделении. Заключительной операцией является контроль качества отливки.
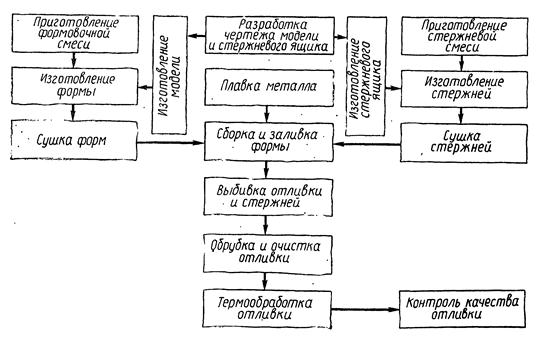
Рисунок 8.1. – Схема технологического процесса изготовления отливки
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 2183; Нарушение авторских прав?; Мы поможем в написании вашей работы!