КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція №10 6 страница
|
|
|
|
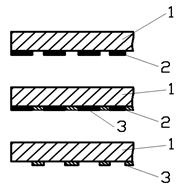
Фотошаблонды алдын ала сезгіш пленка жағылған баспа платасының бетіне орнатады. Фотошаблоннан баспа платасына кескін байланыс баспалы экспонирленген ультрокүлгін сәулелену арқылы беріледі. Фотошаблонда жұмыс аумағы, бақылаушы белгі және технологиялық участок болады.
11.4. сурет. Фотошаблон: 1- жұмыс аумағы; 2- технологиялық участок;
3- бақылаушы белгі
Фотошаблонның жүмыс аумағы - фотошаблон топалогиясының элементтері орналасқан фотошаблонның бір бөлігі.
Фотошаблонның технологиялық учаскесі – фотошаблон мен баспа плаласын дайындауға қажетті бақылаушы және технологиялық белгілермен, фотошаблонның жұмыс аумағының контуры бойынша орналасқан фотошаблонның бір бөлігі (әдетте, ені 30 мм-ден аспайды.).
Бақылаушы белгік – фотошаблон мен оригиналдарды дайындауға қажетті дәлдікті бақылауға арналған штрих, тесік немесе крест түріндегі арнаулы топологиялық белгі. Фотошаблонды орнату мен мультипликация кезінде қажет.
Фотошаблон топологиясы – фотошаблон элементтерінің формасын, олардың өзара орналасуын, геометриялық өлшемдерін немесе өлшемнен шекті ауытқуды анықтайтын сурет немесе сызба. Фотошаблон топалогиясының элементі – фотошаблон топологиясындағы экран, соңғы байланыс, байланыс учаскесі, өткізгіш сияқты элементтер.
Фотошаблондар арналуы бойынша эталонды болып бөлінеді. Эталонды фотошаблондар мұрағатта сақталынады, ал жұмысшы фотошаблондар өндірісте қолданылады.
Негізгі әдебиет: 3 [191- 204],3 [200-205].
Бақылау сұрақтары:
1. Баспа платаларының негізгі элементтерін атаңыз.
2. БП өндіру аймағын сипаттаңыз.
3. Баспа платасына қандай технологиялық талаптар қойылады?
4. БП өткізу суретін алудың белгілі екі әдісін атаңыз?
5. Өткізу суретін алу процесінің субтрактивті әдісі неге негізделген?
6. Өткізу суретін алу процесінің адитивті әдісі неге негізделген?
7. БПмеханикалық өңдеу неге негізделген.?
8.Фотошаблон қалай алынады?
12 Дәріс.
12.1. Баспа платаларын дайындау әдістері
Баспа платаларын дайындау әдістері платалардың сұлбалы-конструктивті және эксплуатациялы-экономикалық сипаттамаларына үлкен әсерін тигізеді. Сондықтан бұйымды дайындау кезінде баспа платаларын дайындау әдістеріне көп көңіл бөлінеді. Дайындау әдісін таңдау аспаптың эскизді компоновкасын жасау кезеңінде-ақ іске асырылуы керек, оның нәтижесінде платаның габариттері және баспа монтажының тығыздығы анықталады, яғни баспа платасының класы және әдісі анықталады.
Фотохимиялық, қөшіру әдісі, қиыстыру, офсетті, химиялық металдау және трафарет арқылы басу әдістері қазіргі уақытта баспа платаларын дайындаудың негізгі әдістері болып табылады.
Фотохимиялық әдіс(фотохимиялық басу) жарық энергиясының, соңан кейін химиялық және физикалық өңдеудің әсерінен бетте қорғаныш бейімділігі бар қабат тудыратын фольгаланған дайындаманың бетіне жағылған арнайы жарықсезгіш материалдарды қолдануға негізделген. Суретті алу үшін жарықсезгіш қабат фотосуреттік жолмен дайындалған шаблон арқылы сәуленің әсеріне тигізіледі.
Фотохимиялық басу процесі суреттің жоғарырақ дәлдігін және басқа әдістерге қарағанда шешу қабілетілігі қамтамасыз етеді.
Қорғаныш суретін құру процесі аралық процес болып табылады. Баспа монтажының суретін алу үшін химиялық енгізу жолымен алынған метализацияланған қабаттардың қорғалмаған аймақтарын жою операциясын орындау қажет. Химиялық улау процесі ереже бойынша, шешу қабілетілігі нашарлануына әкеп соғады және баспа өткізгіштерінің минималды өлшемдерін шектейді.
Біржақты баспа платаларын дайындау процесі әдетте қорғаныш қабаттарын жою және улау операцияларының орындалуымен аяқталады. Платаның әртүрлі жақтарында орналасқан және өзара қосылған өткізгіштері бар екіжақты баспа платалары үшін осындай байланысты қамтамасыз ететін қосымша процестер орындалуы керек. Көп жағдайда екі жақты баспа платасының өткізгіштерін қосу платадағы және қосылған өткізгіштердегі немесе плата бүйіріндегі тесіктер арқылы орындалады.
Байланыстырушы элементтер ретінде баспа өткізгішіне дәнекерленетің сымды перемычкалар, дәнекрелеу көмегімен баспа өткізгіштерін қосатын тесіктерге нық енгізілінетін шегелер, тесіктерге енгізілінетін заклепкалар, тоқ өткізетін пасталар мен бояулар, сонымен бірге қазіргі кезде кең таралған баспа платаларының өткізгіштерінің тесіктері мен қабырғаларын металдау сияқты әрекетер қолданылады.
12.1 сурет Көшіру әдісі бойынша баспа платасының технологиялық дайындау процесінің сұлбасы
Металданған тесіктерді дайындау үшін белгілі технологиялыұ процестер олар: вакуумда металлизациялау, органикалық емес тұздар мен металлоорганикалық қосылыстардың бөлінуіне негзделінген металдау, сонымен бірге қазіргі кезде химиялық металдау және одан кейінгі қосымша қабатты гальваникалық тұнба түзу процесі жақсы игерілінген. (электрохимиялық процесс).
12.2.Көшіру әдісі.
Баспа платаларын көшіру әдісі арқылы дайындааудың бірнеше түрі болады. Тот баспайтын болатан жасалынған матрицаға (1) (12.1суретте) қышқылға тұрақты бояумен (2) торкөзді трафарет арқылы баспа сұлбасының суретін түсіріледі. Гальваникалық ваннада матрицаның бояумен қорғалынбаған жерлеріне (1) мыстың қабаты тұндырылынады (3). Одан кейін бояудың қорғаныш қабатын ерріткіштердің көмегімен шешіп алады да өткізгіштермен (3) метрицаны (1) шайырмен қаныққан изоляцияланған материалға салады. Қысым мен қыздырған кезде шайыр қатаяды да пластик қабат пайда болады және оған баспа сұлбасы басып енгізілінеді. Одан кейін матрицаны қабатталынған пластик бетінен шешіп алады да, қабатталынған пластик бетінде бірдей деңгейде изоляциялынған негізге басып енгізілінген баспа сұлбасының белгісі қалады.
Бұл әдістің артықшылығына баспа сұлбасын құру мен баспа платасының негізін құру бір уақытта жүреді.
12.3. Қиыстыру әдіс.
Бұл әдістің негізгі мәніне (позитивті және негативті) тесіктерді металдау мен фольгаланған диэлектрикті таңдамалы улау болып саналынады Қиыстырудын негативті әдісің қолдану үшін ең бірінші бос жерлерде мысты улау жүреді де одан кейін тесіктерді тесу мен металдау жүреді. Сұлбанын суретін түсірген кезде өткізгіштер және жанасқан аланы қорғаушы қабатпен капталады, ал бос орындардан фольга уланып алынады. Тесіктерді тесіліп химиялық мыстау операциясынан кейін өткізгіштерге, жанасқан аландар мен тесіктерге мысты гальваникалық тұндыру жүргізіледі. Сұлбаның барлық элементтерін электрлік қосу жанасушы құрылғы немесе технологиялық өткізгіштер арқылы іске асады. Дәнекерлеуді қамтамасыз ету үшін баспа платалары Розе балқымасымен жабылады. Бұл әдіс баспа платаларын монтажды аз тығыздықпен дайындауға мүмкіндік береді және тәжірибелі аз сериялы электронық жүйелердің (ЭЖ) өндірісіне ұсынылады
Комбинирленген позитивті әдісті қолдану үшін алдымен тесіктер тесілініп металлдау жүргізіледі да одан кейін бос жерлерден мыс уланады.
Сұлба суретін түсірген кезде бос жерлер қорғаныш қабатымен жабылынады. Тесіктерді бұрғылау мен химиялық мыстаудан кейін өткізгіштерге, жанасқан аймақтарына, тесіктерге мыспен гальваникалық тұндыру жүргізілінеді. Одан кейін металл (күміс, Розе балқымасы, қорғасын-қалайы балқымасы т.б.) қабаты жабылады да бос жерлерден қорғаныш қабаты алынып, фольгамен уланады. Фольганың толық біркелкі қабаты диэлектрик бетін агрессивті ерітінділерден сақтап, барлық сұлба элементтерінің электрлік жанасуын қамтамасыз етеді. Бұл әдіс жоғары тығыздықты монтажды, жоғары электрлік параметрлі және өткізгіштердің жоғары беріктігі мен жабысуы болатын баспа платаларын дайындауға мүмкіндік береді. Бұл әдіс қатаң эксплуатациялы шарттарда жұмыс істейтін ЭЖ - нің баспа платаларының сериялы өндірісіне ұсынылған.
12.4. Офсетті баспа әдісі.
Бұл әдістің мәні белгілі бір сурет бар формадағы бояуды цилиндрге кигізілінген эластикалық резинаның көмегімен подложканын бетіне көшіру болып саналынады. Әдістің кемшіліктері: жағылатын бояудың қалыңдығының аздығы мен сапасы суретті басқаннан кейін қабтау бетінің жоғарғы қорғаныш қасиетін қамтамасыз етпейді. Бояуды қорғаудың қосымша жолдары (канифольмен, талькпен пудралау) жүмыс процесін ұлғайтып, процестің шешу қасиетін төмендетеді.
Трафарет арқылы басу әдісі (сеткография). Бұл әдіс полимер шайыр негізіндегі әр түрлі құрамды және түсті жоғары дәрежелі қорғаныш қасиетке ие бояуларды қолдануға мүмкіндік береді. Қазіргі кезде үлкен ауданды дайындамаларда басу процесін автоматы түрде жүргізуге мүмкіндік беретін жоғары дәрежелі өдірістік қасиетке ие құрал-жабдықтар жасап шығарылды. Торлы трафареттерді жасау үшін арнайы метал жіптер мен талшықтардан торлар жасалынды, трафарет құратын қабатқа арнайы материалдар ойлап табылынып, трафарет рамаларынаң арнайы конструкциялары шығарылынды. Басу процестерін өңдеу режимдері трафарет арқылы басудың мүмкіндіктерін айтарлықтай жоғарылатты (бұл көрсеткіш бойынша фотохимиялық процестен кейінгі екінші процесс).
Химиялық металдау әдісі. Бұл әдістің мәні алдын –ала өңделінген металл негіздің бетіне химиялық қайта қалпына келген ерітіндісін тұндыру арқылы металл қапталады. Ол гальвана –пластинкадан алынғын бірнеше оперциялардан тұрады: адсорбционды қасиет беру үшін бетті химиялық ерітінділерде өңдеу, өңделінген бетке катализаторды тұндыру, металдау операциясының өзі. Химиялық металдау процесі орындалғаннан кейін баспа платасының негізінің бетінде жоғарғы электр кедергіге ие жұқа және біркелкі жағылған металл қабықшасы тұнады. Бұл қабаттың көмегімен қажетті электр өткізгіш талаптарға сай металды гальваникалық өсіру жүргізілінуі мүмкін болады..
Баспа платаларын өндіру кезіндегі химиялық металдау әдісі кең таралынған. Өйткені кез келген метариалдан жасалынған негізді металдауға мүмкіндік береді және өңдеуде жоғары температураны қажет етпейді. Металды химиялық тұндыруда мыс кең қолданылады. Мыстан басқа никель, кобальт, күміс және тағы да басқа металдар қолданылады.
12.5. Гальваникалық металлизация.
Баспа платаларын дайындау кезінде гальваникалық металлизация бірнеше рет іске асады:
· Алдын ала гальваникалық мыстау – жіңішке қабатты химиялық мысты түрлі әсерлерден сақтау үшін, тұнбаның адгезиясы мен құрылымының жақсаруы үшін, енгізілген мыстың көлемін азайту үшін (мыс қабатының қалыңдығы 5...7 мкм);
· Гальваникалық мыстау – монтажды және өтпелі тесіктерде, өткізгіштерде, байланыс учаскелерінде негізгі тоқ өткізгіш мыс қабатын алу үшін (қалыңдығы 25...35 мкм);
· Металлорезистті гальваникалық тұндыру - (қорғаныш резистті улау операцияларына) өткізгіштерге, байланыс учаскелеріне, монтажды және өтпелі тесіктерге, оларды бос орындарға мысты енгізу операцияларынан қорғау үшін;
· Баспа платаларының соңғы байланыстарына олардың төзімділік қасиетін, қаттылығын, өтпелі кедергісін арттыру үшін металдар мен балқымаларды гальваникалық тұндыру. Беттерді гальваникалық тұндыру электролитті ванналарда жүреді. Ол ванналарға баспа платасының дайындамалары батырылынады.
Баспа платасының құрылымында гальваникалық тұндырылған мыс негізгі тоқ өткізгіш болып саналады (12. 2 суретте көрсетілінген). Мұнда 1- баспа платсының негізі, 2 – мысты фольга, 3-химиялы (2…5 мкм) және алдын ала тұндырылған гальваникалы мыс (5…7 мкм), 4- гальваникалы мыс (25 мкм), 5- қалайы-қорғасын балқымасы(9-5 мкм).
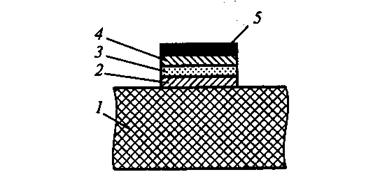
12.3 сурет. Бір жақты баспа платасының қабаты
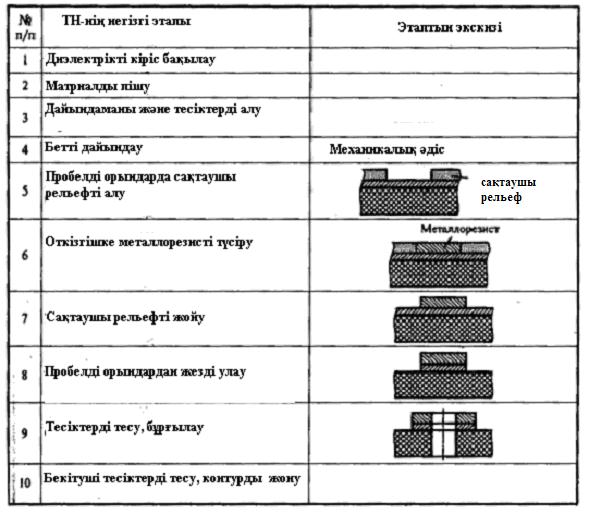
Қазіргі кезде бір жақты қатты, фольгаланған негіздегі баспа платаларын дайындауда химиялық негативті және химиялық позитивті әдістер кең таралынған. Химиялық позтивті әдіс кезіндегі технологиялық процестердің тізбегі төмендегі 12.1 кестеде көрсетілінген.
кесте 12.1
Негізгі әдебиет: 1 [191- 204], 4 [341- 364]
Бақылау сұрақтары:
1. Баспа платаларын дайындау әдістерін атаңыз?
2. Көшіру әдісімен баспа платасын дайындаудың технологиялық процесінің сұлбасын сипаттаңыз.
3. Қиыстыру әдістің мәні.
4.Офсетті баспа әдісін сипаттаңыз
5. Химиялық металдау әдісінің мәні?
6. Біржақты БП қабаты неден тұрады?
7. Гальваникалық металдау әдісі неден тұрады?
8. Химиялық позитивті әдіс кезіндегі АЖТ негізгі сатыларының тізбегін атаңыз.
13-дәріс.
13.1 Екіжақты және көпжақты БП(баспа платалары).
13.1 – суретте екіжақты баспа платасының (ЕБП) конструкциясы және олардың классификациялары көрсетілген.
13.1- сурет. Екіжақты БП конструкциясы және олардың классификациялары.
Қатты фольгаланған және фольгаланбаған негіздегі ЕБП-лары оларды дайындаудың түрлі технологиялық процестері бар. Бұл әдістердің классификациялары 13.2-суретінде көрсетілген.
| Қатты фольгаланған негіздегі ЕБП |
| Жалпы қолданатын (1,2,3 дәлдік класы) | Прецизионды (4,5 және одан да жоғары дәлдік класы) |
| Фольгаланған әйнек Фольга қалыңдығы – 35 мкм және жоғары | Фольгаланған әйнек Фольга қалыңдығы – 5,9,18 мкм |
| Комбинирленген позитивті әдіс |
| Электро-химиялық | Тентинг - әдісі | Комбинирленген позитивті әдіс | Фрезерлеу әдісі |
13.2 ЕБП- сын дайындау әдістерінің классификациялары
13.2 Көпқабатты баспа платалары (КБП)
Көпқабатты БП-лары изоляционды төсеніштермен және қажетті жағдайда экрандаушы қабаттармен бөлінген бірнеше сигналды қабаттардан тұрады. Көпқабатты БП – бірінен кейін бірі жүретін, тізбектелген өткізгіш және изоляционды қабаттардан тұратын коммутациялық түйін. Ондағы өткізгіш қабаттар электрлік принципиалды сұлбаға сәйкес өзара металданған тесіктер арқылы қосылған. Изоляционды қабаттар полимерлеуі және қабаттарды қосуы пресстеу операциясы кезінде белгілі бір температураның әсер етуімен жүретін, толығымен полимерленбеген күйдегі полимерлі смоламен қаныққан. 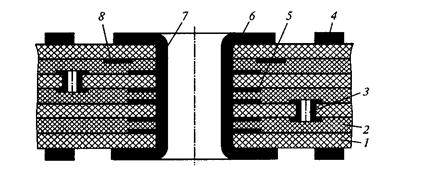
13.3-сурет. КБП-ның құрылымы
13.3-суретте КБП-ның құрылымы көрсетілген. Мұндағы 1- баспа өткізгіші бар сигналды қабат, 2- изоляционды қабат, 3- қабат аралық өткел, 4- сыртқы қабаттар суреті, 5- ішкі қабаттың байланыс аймағы, 6- сыртқы қабаттың байланыс аймағы, 7- ашық металданған тесік, 8- ішкі қабат суреті. КБП-сын қолдану монтаж тығыздығын жоғарлатуға және баспа платалары мен аспаптардың өлшемдерін кішірейту мүмкіндігін береді. Алайда, КБП – ларын қолдану кезінде технологиялық процестің біршама қиындап, екіжақты баспа платаларында жасалған аспаптарға қарағанда, аспап дайындау жұмыстары көбейеді.
КБП-ларын дайындаудың конструктивті-технологиялық әдістерін екі топқа бөлуге болады: химиялық-гальваникалық металдау операцияларын қолдану (қабат аралық қосылысы бар КБП); химиялық-гальваникалық металдау операцияларын қолданбай(қабат аралық қосылыссыз КБП).
КБП-сының ашық тесіктерін дайындау әдісі. Бұл қабаттар саны үлкен баспа платаларын дайындауды қамтамасыз ететін, әлдеқайда болшағы бар әдіс. Бұл әдіс бойынша КБП-сын дайындау процесі платаның барлық баспа қабаттарын пресстеу смоламен қанықтырылған әйнек төсеніштер көмегімен бір уақытта жүргізіледі. КБП-дың ішкі қабаттарын дайындау біржақты фольгаланған диэлектрикте химиялық әдіспен жүргізіледі. Сыртқы қабаттарды дайындау комбинирленген позитивті әдіспен жүргізіледі. Қабатаралық қосылыстар ішкі қабаттардың бұрғылау кезінде пайда болатын байланыс алаңдары арқылы қосылуын қамтамасыз ететін, металданған тесіктер түрінде орындалады. Біржақты фольгаланған диэлектрикпен қатар екіжақты да қолданылуы мүмкін. Бұл жағдайда ішкі қабаттардың дайындамаларында қосылыстар металданған тесіктер түрінде орындалады. Зарарсыздандырылмаған диэлектрикте КБП-сын дайындау кезінде қабатаралық қосылыстардың сенімділігін арттыру үшін байланыс алаңдарының торецтеріндемыстың гальваникалық тұнуы жүргізіледі. Осы мақсатта баспа платасының ішкі қабаттарының өткізгіштері технологиялық өткізгішпен қосылады.
Ашық тесіктері металданған КБП-сын дайындаудың технологиялық процесі үш түрлі нұқада жүргізілуі мүмкін:
- Зарарсыздандыратын диэлектрикте сыртқы қабаттардың сұлбасын сеткографиямен алу;
- Зарарсыздандыратын диэлектрикте сыртқы қабаттардың сұлбасын фотоәдіспен алу;
- Торецтердің гальваникалық өсіруін қолдану.
Қабатаралық қосылыстар орындалуы үшін тесіктердің химиялық мыстау, лактың қабатын алу,гальваникалық мыстау (тесіктердегі мыстың қалыңдығы 25 мкм-дан кем болмауы тиіс) және одан кейін Розе ерітіндісін жалатуды жүргізу қажет.
Қорғаныс қабатын жою үшін едки натриінің ерітіндісін жүргізу керек. Мысты зарарсыздандыру үшін аммонидің персульфат ерітіндісін қолдану ұсынылады. Розе балқымасының артығын жою үшін дайындамаларды глицерин немесе Розе балқымасы ваннасына салады және тесіктерден балқыманы резина валикпен ұрады, ал өткізгіш бетінен – ракелмен, содан кейін жуып, кептіру қажет.
КБП-сын жұптап прессеу арқылы дайындау әдісі. Бұл әдістің ерекшелігі - КБП-ларының ішкі қабаттары дайындаманың екіжақты фольгаланған диэлектригінің бір жағында ғана дайындалады. Ішкі қабаттың және сыртқы қабаттының тұтас фольга қабатының сұлбасы арасында негативті әдіспен комбинирленген металданған тесіктер түрінде қабатаралық қосылыстар жасалады. Алынған дайындамалар төсеніш әйнекматалар көмегімен қосылады. КБП-ң сыртқы қабаттары және олардың арасындағы металданған тесіктер түріндегі қабатаралық қосылыстар позитивті комбинирленген әдіспен орындалады.
Технологиялық процесс КБП-ын дайындауды сенімді қабатаралық қосылыстармен қамтамасыз етеді, бірақ қабаттар саны көп болмайды (4-тен көп емес).
Қабат бойынша өсіру арқылы КБП-сын дайындау әдісі. Бұл әдіс – КБП-ның әр қабатында диэлектрикті пресстеу және сұлбаның орындалуы тізбекті түрде, бірінен кейін бірі жүруіне негізделген.
Басында фольганы дайындау үшін диэлектриктің жұқа қабаты престеледі. Фольга бетіне перфорирленген тесіктерге диэлектик қалыңдығындай, мыс тұнады. Осыдан кейін диэлектрик бетіне ішкі қабат сұлбасының суреті орындалатын мыс қабаты тұнады.
Диэлектрикті пресстеу, қабатаралық қосылыстардың орындалуы және сұлба суреті қабат санына қарай қайталанып отырады. КБП-ң соңғы қабатына диэлектриктің тұтас қабаты пресстеледі. Гальваникалық өсіру процесі кезінде барлық қабаттары байланысу үшін қолданылатын платаның фольгамен қапталған жағында КБП-ның сыртқы қабаты орындалады.
КБП-н дайындаудың технологиялық процесінің негізгі кезеңдері:
¡ әйнек маталарды және фольганың дайындамаларын дайындау (материал ретінде Сп маркалы әйнек матасы және электрлік оксидтелген мыс фольгасы қолданылады);
¡ әйнек матаны престеу арқылы диэлектрикті дайындау, диэлектрик бетіне клейді жағу, диэлектрикті перфорирлеу;
¡ келесі тізбектей перфорирленген диэлектриктің 1-қабатын пресстеу: эфир немесе бензин ортасында фольга дайындамасын майсыздандыру және кептіру, пакетті жинастыру.
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 2-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ перфорирленген диэлектриктің 2-қабатын пресстеу;
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 3-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ перфорирленген диэлектриктің 3-қабатын пресстеу;
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 4-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ перфорирленген диэлектриктің 4-қабатын пресстеу;
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 5-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ Диэлектриктің соңғы қабатын пресстеу (е пунктіне сәйкес орындау), пакетті жинастыру;
¡ сыртқы қабаттың сұлбасының суретін алу, сұлба суретінің қорғаныс қабатын жағу, мысты зарарсыздандыру, металл қорғаныс қабаттың ашық түске боялуы, КБП-н механикалық өңдеу, маркировкалау, тексеру, технологиялық қорғаныс бетін жалату, қораптау.
13.3. БП-да технологиялық құжаттардың түрлері мен комплекттілігі.
МЕСТ 3.1428-91 БП-ларын дайындау АЖТ- терінде қолданатын технологиялық құжаттарды рәсімдеу ережелерін орнатады. МЕСТ 3.1104-81 және МЕСТ 2.004-88 құжаттардың формалары мен бланктеріне және олардың жобалау кезіндегі рәсімдеуге қойылатын жалпы талаптар жинақталған. МЕСТ 3.1102-81 – құжаттардың түрлері, олардың шартты белгіленуі және құжатты өңдеу кезеңдері; МЕСТ 3.1103-82 формалардағы негізгі жазуларды рәсімдеу. МЕСТ 3.1119-83 құжаттар комлектілігіне және өндірістің бірлік АЖТ-нің ұйымдастыруына тәуелді құжаттар комплектісін рәсімдеуге қойылатын жалпы талаптарды қамтиды. МЕСТ 3.1121-84 – типтік және топтық АЖТ-терге. Аспапжасау және машинажасау технологиялық операциялырының классификаторы 1 85 151 АЖТ-тердің атауларын қамтиды.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 718; Нарушение авторских прав?; Мы поможем в написании вашей работы!