КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование для производства труб, шлангов, профилей и кабелей
|
|
|
|
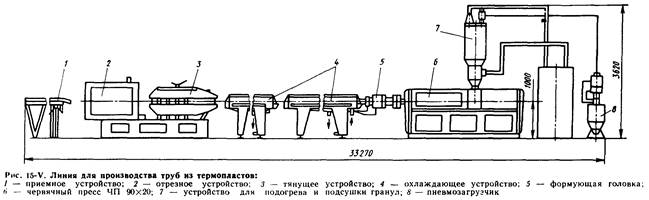
Кроме гладких труб из пластмасс получают также трубы армированные, гофрированные, перфорированные. В процессе формования гладких труб расплав полимера непрерывно выдавливается из головки пресса в виде трубной заготовки, которая затем тянущим устройством проводится через насадку, калибруется в ней и предварительно охлаждается; затем заготовка окончательно охлаждается водой в ванне, после чего разрезается на от-
резки определенной длины или наматывается в бухту.
Линия ЛТ 90—500/100 для получения труб показана на рис. 15-V.
По технологии и конструкции оборудования процесс получения профилей, шлангов и кабелей в принципе не отличается от процесса производства гладких труб.
При выборе линий для производства профилей вместо наружного диаметра трубы указывают ширину и высоту профиля, для кабельных линий — наружный диаметр кабеля DK и толщину стенки трубы б или слоя изоляции 6„. Основные параметры некоторых линий для производства труб, профилей и кабелей приведены в табл. 12-V, 13-V.
При производстве труб и шлангов применяют следующие виды калибровки: по внутреннему диаметру (избыточным давлением или с помощью дорна); по наружному диаметру (под вакуумом, с помощью калибровочных труб и плит). При изготовлении профилей для калибровки используют вакуумные насадки или охлаждаемые водой поддерживающие профильные насадки.
Устройство для калибровки по внутреннему диаметру избыточным давлением воздуха представляет собой трубу с рубашкой, в которую через штуцера подается вода для охлаждения. Внутреннюю поверхность насадки хромируют и полируют. Насадку укрепляют непосредственно на формующей головке или на передней стенке охлаждающей ванны. Внутрь трубы нагнетается сжатый воздух через каналы в дорне головки. Для поддержания избыточного давления воздуха в полости труб помещают плавающую пробку с резиновыми манжетами, прикрепленную тросом к дорну формующей головки.
|
|
|
Устройство для вакуумной калибровки по наружному диаметру состоит из калибрующей трубы с рубашкой, насоса и системы регулирования вакуума. Рубашка насадки разделяется обычно на три секции. В первую и третью секции подается охлаждающая вода; в средней секции, в зоне которой калибруется труба, поддерживается вакуум. Калибрующая труба в зоне средней секции перфорирована. Внутренняя часть насадки на длине 31—62 мм со стороны головки расто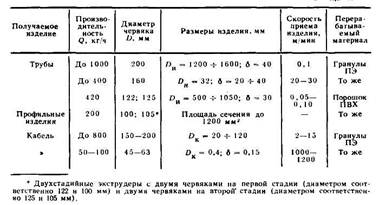 чена на конус, угол которого зависит от усадки перерабатываемой пластмассы.
чена на конус, угол которого зависит от усадки перерабатываемой пластмассы.
В вакуумной насадке трубы охлаждаются менее интенсивно, чем в других устройствах, поэтому на высокоскоростных линиях применяют несколько последовательно установленных насадок.
При калибровке трубы по внутреннему диаметру применяют охлаждаемый водой калибрующий дорн, который крепится к дорнодержателю головки. Дорн охлаждается водой, подаваемой в него через каналы в трубной головке. Внутренней калибровкой можно получать трубы квадратного, треугольного, овального и другого сечения. Наружную калибровку труб с помощью калибровочных плит осуществляют протягиванием труб через последовательно уменьшающиеся отверстия в плитах толщиной до 6,25 мм, выполненных из латуни или коррозионностойкой стали; отверстия имеют фаску под углом 45° со стороны ввода в них трубы. Расстояние между плитами, их число, а также внутренний диаметр определяют опытным путем.
Поскольку термопласты являются плохими проводниками тепла, то следует избегать быстрого охлаждения экструдируемых труб, чтобы свести к минимуму неравномерность усадки и предупредить образование пустот в стенках трубы. Трубы, шланги или профили после насадок окончательно охлаждают в ванне, наполненной водой, или в ванне с оросителями (стальные трубы с отверстиями, через которые вода разбрызгивается на поверхность охлаждаемой трубы), а также дополнительным разбрызгиванием воды внутри трубы. Охлаждающие ванны выполняют сварными из коррозионностойкой стали. Ванну можно перемещать вдоль направляющих, установленных на стойках с помощью реечного механизма и роликов, которые прикреплены к ванне снаружи. По торцам ванны имеются отверстия с манжетами из резины (диаметр отверстий несколько меньше наружного диаметра экструдируемой трубы). Внутри ванны помещаются ролики из пластмассы или алюминия, которые удерживают под водой охлаждаемую трубу. Для равномерного охлаждения трубы ванну снабжают иногда автоматическими устройствами для подогрева и дозированной подачи воды. Вакуумные охлаждающие ванны позволяют получать с высокой производительностью качественные трубы большого диаметра (400 мм и более), Для вытяжки трубы с заданной скоростью применяют роликовые, гусеничные и комбинированные устройства с механическим, гидравлическим или пневматическим зажимом трубы. Гусеничное тянущее устройство обычно состоит из гусениц с покрытыми резиной пластинами, а также механизмов для бесступенчатого привода гусениц и регулирования расстояния между ними.
|
|
|
Пластины прикреплены к площадкам, установленным на осях бесконечных цепей. Для плавного изменения скорости вытяжки установлен вариатор. Устройство оснащено счетчиком метража труб и тахометром.
При вытяжке профильных изделий обычно вместо гусеничных устройств применяют ленточные транспортеры. Для вытяжки профилей с глубокой полостью применяют комбинированные тянущие устройства, в которых снизу расположена гусеница, а сверху — профильные ролики (или наоборот).
При экструзии кабелей используют тянущее устройство в виде двух тяговых барабанов диаметром от 400 до 2500 мм, расположенных консольно на некотором расстоянии один от другого. Поверхность барабанов покрыта фетром или резиной. Один из барабанов вращается регулируемым приводом.
|
|
|
Для разрезания труб при диаметре до 200 мм используют дисковую пилу маятникового типа, а при диаметре труб более 200 мм —дисковую пилу с планетарным механизмом, поворачивающим вращающуюся пилу вокруг трубы. В обоих случаях пила в процессе резки перемещается вместе с трубой и после ее разрезания возвращается в исходное положение. Управление механизмом резки автоматическое.
Внутренний диаметр насадки
где D ном — номинальный наружный диаметр трубы, м; Vp —расчетный коэффициент усадки наружного диаметра трубы.
Длина насадки зависит от размеров трубы, свойств пластмассы, температуры расплава на выходе из головки и скорости экструзии трубы. Длина насадки должна быть достаточной для предварительного охлаждения трубы и фиксации ее геометрической формы. В то же время с увеличением длины насадки возрастает сила трения между её внутренней поверхностью и трубой, что приводит к увеличению усилия, необходимого для отвода трубы.
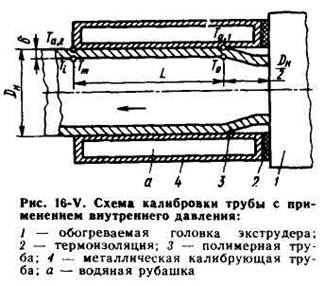
На рис. 16-V приведена схема калибровки трубы с применением внутреннего давления (стрелкой показано направление отвода трубы).
На рисунке приведены следующие обозначения Dtt — наружный диаметр трубы; 6 — толщина трубы; L —длина зоны контакта трубы с калибрующей насадкой; То и Г, — температура соответственно материала на входе в насадку и внутренней поверхности трубы; Тт —средняя температура в стенке трубы на выходе из насадки; Тал, Та,2 — температура внутренней поверхности насадки соответственно в начале и конце контакта с трубой.
Объем пластмассовой трубы в зоне контакта
VTp = SL,
где S — площадь поперечного сечения трубы.
Объемная производительность пресса
Qo = S ρv;
здесь ρ — плотность расплава при температуре экструзии; v —скорость отвода экструдируемой трубы.
S = π(DH— δ) δ.
При условии хорошего контакта между наружной поверхностью экструдируемой трубы и насадкой можно предположить, что температуры их равны, т. е. Ta,1 = Та, 2 = Та. Вследствие плохой теплопроводности пластмасс температура на внутренней поверхности изготовляемой трубы во время калибровки (на длине насадки, эбычно не превышающей 1 м) изменяется незначительно, поэтому можно принять Г, = То. Среднюю температуру стенки трубы на выходе из калибрующего приспособления определяют из предположения, что по толщине стенки в радиальном направлении температура изменяется по линейному закону, т. е.
|
|
|
При средней температуре стенки трубы Tm потери тепла трубкой в зоне контакта составляют

где t — время прохождения трубы в зоне контакта: с —удельная теплоемкость материала трубы.
С другой стороны, потери тепла трубой при стационарном тепловом режиме, т. е. при Тi —Та ~ То — Та, можно определить по уравнению
здесь λ— коэффициент теплопроводности в кал/(см-с-°С).
Действительные потери тепла, так как тепловой режим охлаждаемой трубы не является стационарным и температура по толщине стенки трубы изменяется не по линейному закону, находят по формуле
Для труб, толщина стенки которых но сравнению с D,, мала (например б Ц= 0,1£>„), последнее уравнение принимает вид
После преобразований уравнение (23-fV) приведем к виду
где ε—безразмерная физическая константа, определяемая опытным путем (для полиэтилена ε = 0,1, для поливинилхлорида ε = 0,4). Тогда получим
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 646; Нарушение авторских прав?; Мы поможем в написании вашей работы!