КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Горячая объемная штамповка
Горячая объемная штамповка – это вид обработки металлов давлением, при котором деформация нагретого металла со всех сторон ограничена рабочей поверхностью инструмента (штампа).
Рабочая полость штампа называется ручьем. В зависимости от количества ручьев штампы бывают одноручьевые и многоручьевые. Обычно в многоручьевых штампах количество ручьев не более 6. В них производятся последовательное приближение контура исходной заготовки к контуру готовой поковки. Ручьи делятся на заготовительные, для предварительной штамповки и для окончательной штамповки.
Поскольку характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки: штамповка в открытых и закрытых штампах.
В открытых штампах имеется заусенечная канавка для выхода излишков металла при штамповке. Это позволяет не предъявлять высоких требований к точности заготовки по массе. Заусенец затем обрезают в специальных штампах.
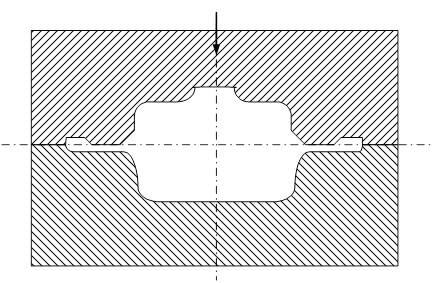
В закрытых штампах заусенечная канавка отсутствует. Поэтому необходим точный расчет размеров и точная отрезка исходной заготовки, что затруднительно.
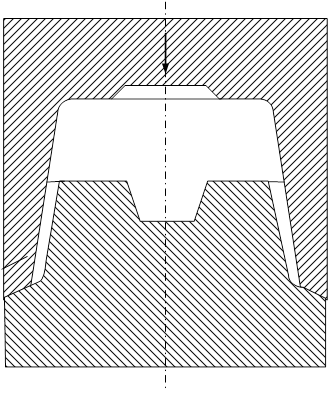
В то же время штамповка в закрытых штампах имеет ряд преимуществ:
– нет отходов металла на заусенец;
– поковки имеют более благоприятную микроструктуру, т.к. волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец.
В настоящее время более распространена штамповка в открытых штампах.
В качестве заготовок для горячей объемной штамповки в подавляющем большинстве случаев служит прокат круглого, квадратного, прямоугольного сечений, периодический.
По сравнению с ковкой штамповка имеет ряд преимуществ:
– можно получать поковки сложной формы без напусков;
– получаются более точные поковки с меньшими припусками, вследствие чего сокращается объем последующей обработки резанием;
– более высокая производительность.
В то же время штамп – дорогостоящий инструмент и пригоден для изготовления одной конкретной поковки. Поэтому штамповка экономически выгодна только при изготовлении достаточно больших партий одинаковых поковок.
Для объемной штамповки требуется гораздо больше высокое усилие деформирования, чем для ковки. Поэтому изготавливают в основном мелкие и средние поковки массой до 20¸30 кг.
В качестве оборудования для горячей объемной штамповки применяются штамповочные паровоздушные молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, горячештамповочные автоматы, гидравлические прессы, винтовые фрикционные прессы.
Технологический процесс горячей объемной штамповки состоит из:
1) Разделка проката на мерные заготовки (резка на сортовых ножницах и в штампах; ломка на хладноломах; резка механическими ножовками; резка дисковыми зубчатыми, гладкими и абразивными пилами; газовая резка);
2) Нагрев заготовок под штамповку;
3) Штамповка заготовок;
4) Термическая обработка поковок;
5) Отделка поковок (обрезка заусенца и прошивка перемычки, правка, очистка от окалины, калибровка).
В соответствии с этими операциями в цехах горячей штамповки имеются заготовительные, штамповочные, термические и отделочные отделения.
|
Дата добавления: 2014-01-13; Просмотров: 764; Нарушение авторских прав?; Мы поможем в написании вашей работы!