КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатные валки. Общие положения и расчеты на прочность
ЛЕКЦИЯ №3.
Основы конструирования и расчета прокатного оборудования.
Проектная форма управления компанией
Основным принципом построения проектной структуры является концепция проекта, под которым понимается любое целенаправленное изменение в системе, например, освоение и производство нового изделия, внедрение новых технологий, строительство объектов и т. д.
Деятельность предприятия рассматривается как совокупность выполняемых проектов, каждый из которых имеет фиксированное начало и окончание. Под каждый проект выделяются трудовые, финансовые, промышленные и т. д. ресурсы, которыми распоряжается руководитель проекта. Каждый проект имеет свою структуру, и управление проектом включает определение его целей, формирование структуры, планирование и организацию работ, координацию действий исполнителей.
После выполнения проекта структура проекта распадается, ее компоненты, включая сотрудников, переходят в новый проект или увольняются (если они работали на контрактной основе).
По форме структура управления по проектам может соответствовать как бригадной (кросс-функциональной) структуре, так и дивизионной структуре, в которой определенный дивизион (отделение) существует не постоянно, а на срок выполнения проекта.
Преимущества структуры управления по проектам:
· высокая гибкость;
· сокращение численности управленческого персонала по сравнению с иерархическими структурами.
Недостатки структуры управления по проектам:
| Отмечаемые недостатки | Причины недостатков | Пути устранения недостатков |
| Очень высокие требования квалификации, личным и деловым качествам руководителя проекта, который должен не только управлять всеми стадиями жизненного цикла проекта, но и учитывать место проекта в сети проектов компании | Сложность задач | Внедрение автоматизированных систем управления |
| Дробление ресурсов между проектами | А иначе не может и быть | - |
| Сложность взаимодействия большого числа проектов в компании | Сложность задач | Внедрение автоматизированных систем управления |
| Усложнение процесса развития организации как единого целого | Сложность задач | Прогнозирование. Внедрение автоматизированных систем управления |
Вывод: преимущества перевешивают недостатки на предприятиях с небольшим числом одновременно выполняемых крупных проектов.
© Румянцев В.В., 2001.
Узел валков - самый ответственный из узлов главной линии прокатного стана. От качества валков зависит качество и точность проката, а также производительность стана.
Основными элементами валка являются: бочка, шейки, приводные концы (см. рис.).
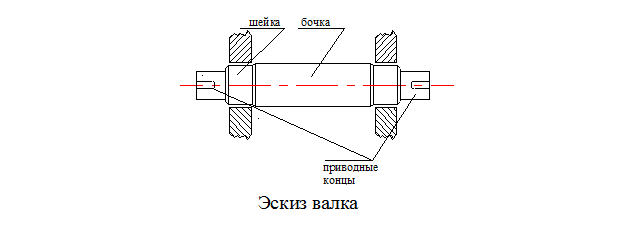
Шейки - это опорные участки валка, контактирующие с подшипниками. Приводные концы служат для передачи крутящего момента.
Классификация прокатных валков.
По типу бочки валки разделяются на две группы:
1) с гладкой бочкой - для прокатки листовой стали;
2) с калиброванной бочкой - для прокатки сортового металла, фасонных и гнутых профилей.
Одна из основных характеристик валка - твердость поверхности бочки. Для контроля твердости наряду со стандартными методами (по Бринелю НВ, Роквеллу HRC, Викерсу HW) применяют специфический метод Шора (HSh)-твердость замеряют по высоте отскока шарика от поверхности валка.
По твердости бочки валки подразделяются на 4 группы:
1) мягкие,
2) полутвердые,
3) твердые,
4) особо твердые.
Смысл классификации по твердости - чем мягче поверхность бочки, тем она более вязкая и менее хрупкая. Мягкие валки хорошо выдерживают изгибающие нагрузки, но у них низкая износостойкость и большое упругое сплющивание, на них невозможно получить высокую точность размеров проката. При твердой поверхности, наоборот, валки имеют низкую вязкость и высокую хрупкость, поэтому они плохо выдерживают изгибающие нагрузки, но зато обладают высокой износостойкостью и позволяют получить прокат с высокой точностью размеров.
К мягкой группе относят валки с твердостью бочки 25...35 HSh (150...200 НВ). Материал таких валков - серый чугун, сталь литая и кованая без термообработки. Применяют на обжимных, заготовочных станах, в черновых клетях сортовых станов.
Полутвердые 35...60 HSh (НВ 250...400), материал - полузакаленный чугун, сталь литая и кованая с минимальной термообработкой. Применяются главным образом на сортовых станах (кроме черновых клетей).
Твердые - 60...85 HSh (400...600 НВ), материал - закаленный чугун, легированная сталь. Применяются в качестве рабочих валков на широкополосных станах горячей прокатки, опорных валков на станах холодной и горячей прокатки.
Особо твердые - 85...100 HSh (600...800 НВ), материал - кованая легированная закаленная сталь на основе хрома (9Х, 9Х2, 9Х2В, 9Х2МФ) - самый дорогой валковый материал. Применяется в качестве рабочих валков станов холодной прокатки.
Определение основных параметров валков.
К основным конструктивным параметрам валков относятся следующие:
1. диаметр бочки D,
2. длина бочки L,
3. диаметр шейки dш,
4. длина шейки lш.
Диаметр бочки выбирают с учетом сортамента проката. Для калиброванной бочки различают два диаметра: номинальный Dн и катающий (рабочий) Dк. Номинальный диаметр бочки - это расстояние между осями двух валков в чистовом проходе. Катающий диаметр Dк - диаметр валка, измеренный по дну ручья, по которому прокатываемый металл соприкасается с валками. Отношение Dн к Dк, характеризующее глубину вреза ручья, принимают не более 1,4.
Нужно заметить, что на одном валке может быть несколько ручьев и, следовательно, несколько Dк.
У валков с гладкой бочкой номинальным считается диаметр бочки новых валковдо переточки (перешлифовки).
При конструировании стана нужно выбрать оптимальный диаметр бочки валков. При этом учитываются следующие соображения:
1. увеличение диаметра сверх необходимого вызывает увеличение не только узла валков, но и подшипников с подушками, станины и в целом рабочей клети;
2. чрезмерное уменьшение диаметра бочки может привести к ухудшению условий теплообмена и потере жесткости, что отразится на качестве прокатки.
Учитывая это, конструктор обычно определяет диапазон диаметров бочки валка:
Dmin £ D £ Dmax
Величина Dmin ограничена максимальным углом захвата и может быть определена из известного соотношения:
Dmin = Δh/(1‑cosα),
где Dh - абсолютное обжатие,
α – максимальный угол захвата металла валками.
Диаметр Dmax ограничен минимальной толщиной проката, заданной для сортамента стана. Известно, что чем больше диаметр валка, тем больше величина его упругого сплющивания, которая может превысить заданную толщину проката. Это ограничение выражается эмпирической формулой:
Dmax= (1500...2000)·hmin - при прокатке с натяжением.
Dmax= 1000·hmin - при прокатке без натяжения.
Определенное значение диаметра внутри указанного диапазона окончательно устанавливается на основании результатов расчетов валков на прочность и жесткость.
Длину бочки определяют с учетом получения максимальной жесткости валковой системы. Однако, для листовых станов преобладающее значение имеет заданная максимальная ширина проката.
L= bmax+a,
где bmax -максимальная ширина прокатываемой полосы;
a - зависит от ширины полосы: при b = 400...1200 мм a = 100 мм,
при b > 1200 мм a = 200...400 мм.
Длина бочки валков обжимных и сортовых станов зависит главным образом от условий калибровки и ширины раската.
Далее на основе анализа жесткости валковой системы выбирают отношение длины бочки валка L к диаметру бочки D.
Для различных станов практикой установлены следующие отношения L/D:
на обжимных 2,2...2,7;
на сортовых 1,6...2,5;
на толстолистовых 2,0...2,8;
на четырехвалковых: для рабочих валков 3...5;
для опорных валков 0,9...2,5.
Выбор размеров шеек валка осуществляется следующим образом: учитывая большие усилия прокатки, величину диаметра шейки стремятся выбрать максимально возможной, исходят из габаритов подшипников и подушек.
При использовании подшипников скольжения открытого типа диаметр шейки принимают:
для обжимных и сортовых станов: d ш = (0,55...0,63)·D,
для листовых станов: d ш = (0,7...0,8)·D
При использовании подшипников качения:
d ш = (0,5...0,55)·D
Длину шейки желательно выбирать возможно короче, чтобы не уменьшать жесткость валка. Ограничением являются габариты подшипника. Из опытных данных:
l ш = (0,8...1,2)·d ш
После выбора параметров валков, производится проверочный расчет на прочность и жесткрсть.
Расчет прокатных валков на прочность.
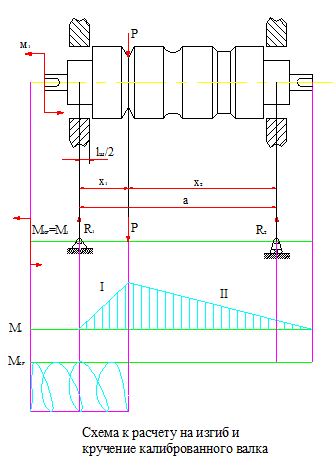
1. Расчет на изгиб и кручение калиброванного валка.
Первый этап расчета - исходные данные и эскиз валка с указанием всех размеров (см. рис.).
Усилие прокатки Р и крутящий момент М1 получены заранее из энергосилового расчета.
Расчет выполняют поочередно для случая прокатки в каждом из калибров. Окончательное заключение о прочности валка делают по наиболее тяжелому случаю нагружения. Как правило, одну подушку валка делают фиксированной, а вторую -плавающей для компенсации температурных удлинений валка.
 |
Для представленного валка имеем:
 ,
,  ,
, 
Из эпюры изгибающих моментов видно, что опасное сечение в бочке валка - сечение, в котором приложена нагрузка (1-1), а в шейке – ближайшее к линии действия нагрузки сечение, где бочка переходит в шейку (2-2).
 ,
,
 ,
,
где W1-1 - момент сопротивления изгибу поперечного сечения бочки валка:
W1-1 = π·Dрасч3/32 ≈ 0,1·Dрасч3.
Напряжения кручения:
 ,
,
где Wр1-1 - момент сопротивления сечения кручению:
Для сечения 2-2 расчет выполняется аналогично:
 ,
,  ,
, 
Далее рассчитывают запас усталостной прочности, при этом нужно учесть, что коэффициенты b, es (et), кs (кt) нужно принимать для каждого случая свои.
Результирующее напряжение определяют по формулам:
для стальных валков - по 4-ой теории прочности:
 ,
,
для чугунных валков - на основании теории Мора

Результирующее напряжение не должно превышать допускаемого для данных валков. Допускаемые напряжения в валках принимают, исходя из пятикратного запаса прочности:
[σ]= σв /5,
где sв - временное сопротивление материала валка.
|
Дата добавления: 2014-01-13; Просмотров: 7943; Нарушение авторских прав?; Мы поможем в написании вашей работы!