КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение допусков на диаметральные размеры обработанных цилиндрических поверхностей
|
|
|
|
Важным элементом проектирования технологии и определения размеров заготовки является определение допусков на размеры обработанных цилиндрических поверхностей.
Суммарное радиальное смещение D инструмента относительно детали можно представить в виде:
 , (2.103)
, (2.103)
где  – смещение под действием силы Ру, соответствующей максимальной глубине резания, Кн – доля смещения
– смещение под действием силы Ру, соответствующей максимальной глубине резания, Кн – доля смещения  , компенсируемая путем настройки инструмента на размер (например, Кн =0,5),
, компенсируемая путем настройки инструмента на размер (например, Кн =0,5),  – смещение, соответствующее радиальному износу инструмента,
– смещение, соответствующее радиальному износу инструмента,  – смещение инструмента относительно детали, учитывающее погрешность установки инструмента на размер и погрешность установки самой детали. Сюда же может быть отнесено, как правило, незначительное смещение, связанное с точностью станка (биение шпинделя, погрешности направляющих и т. д.).
– смещение инструмента относительно детали, учитывающее погрешность установки инструмента на размер и погрешность установки самой детали. Сюда же может быть отнесено, как правило, незначительное смещение, связанное с точностью станка (биение шпинделя, погрешности направляющих и т. д.).
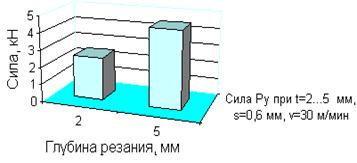
Смещения инструмента относительно детали под действием сил резания найдем, зная жесткость J технологической системы станок–приспособление–инструмент–деталь и значения силы Ру, min, а также колебания этой силы DPy.
Для металлорежущих станков нормальной и повышенной точности регламентируемая отечественными стандартами жесткость находится обычно в пределах от 10 до 40 кН/мм. В каждом конкретном случае жесткость может быть определена делением приращения DPy расчетной силы Ру на фактическое измеренное отклонение радиального размера обработанной поверхности при обработке ступенчатой поверхности.
Пусть в рассматриваемом случае обработки заготовки «Коронная шестерня» на первом (черновом) проходе жесткость технологической системы станок–приспособление–инструмент–деталь равна: J =25 кН/мм. Воспользовавшись программой, вычислим силу Ру и соответствующие заданной жесткости смещения.
|
|
|
а)

б)
Рис. 2.48. Минимальные и максимальные значения силы Ру (а)
и смещения (б)
Расчет проекций силы резания может быть выполнен по формулам, учитывающим особенности несвободного резания с помощью программы на ЭВМ или по упрощенной методике – на калькуляторе:
 (2.104)
(2.104)
где 
Безразмерные удельные силы  и
и  могут быть вычислены непосредственно по формулам (2.56, 2.58) или полученным на основании эмпирического обобщения экспериментальных данных Н.Н. Зорева формулам
могут быть вычислены непосредственно по формулам (2.56, 2.58) или полученным на основании эмпирического обобщения экспериментальных данных Н.Н. Зорева формулам
 . (2.105)
. (2.105)
Влияние переднего угла g может быть оценено непосредственно формулами (2.56, 2.58) или вытекающими из них для средних условий резания формулами
 (2.106)
(2.106)
Часть смещения от постоянной минимальной силы может быть компенсирована, если погрешность настройки на размер меньше этого смещения. Принимая погрешность настройки равной половине смещения от минимальной силы Ру, получим суммарное смещение от силы Ру на черновом проходе:
 =
= . (2.107)
. (2.107)
При критерии износа у вершины резца  радиальный (нормальный) износ равен:
радиальный (нормальный) износ равен:
 . (2.108)
. (2.108)
Итого допуск на смещение под действием силы Ру и вследствие износа равен 0,27 мм, а на диаметр – 0,54 мм, округленно – 0,5 мм.
Погрешность установки инструмента и детали на сторону примем равной 0,1 мм.
Итого допуск на сторону после переустановки детали на другой станок равен 0,37 мм, а на диаметр, соответственно, 0,74 мм. Принимая во внимание невысокую точность обработки на черновом проходе и приближенность выполняемых расчетом, округляем допуск на диаметр до 0,7 мм.
Таким образом, после черновой обработки стальных штамповок прочностью Sb =700 МПа с глубиной резания t <6 мм, подачей s <1 мм/об и колебаниями припуска DП < 2 мм при критерии затупления в окрестности вершины режущего лезвия h3*< 1 мм, жесткости технологической системы 10–40 кН/мм и угле в плане j =45–60° погрешности формы обработанной цилиндрической поверхности могут быть примерно равны 0,35–0,4 мм (на сторону) или 0,7–0,8 мм на диаметр.
|
|
|
Припуск на получистовую и чистовую обработку и его колебания зависят от допуска на размеры обрабатываемой поверхности, достигнутого на предыдущих проходах, а также от глубины дефектного слоя и погрешностей базирования, установки и закрепления детали.
Минимальный припуск на получистовой проход должен быть несколько больше глубины дефектного слоя и других возможных погрешностей, связанных с переустановкой детали. Кроме того, необходимо иметь в виду, что точная обработка стальных деталей с весьма малыми припусками (менее 0,1 мм) возможна только на весьма жестких станках повышенной точности. Это связано с тем, что небольшой натяг, создаваемый силой Ру, благоприятно сказывается на ликвидации зазоров в упругой системе и повышает ее динамическую устойчивость. В связи с этим при обработке поверхности 5 на операции 30 примем минимальный припуск равным 0,2 мм. С учетом допуска на диаметр 0,7 мм максимальный припуск равен 0,55 мм.
а)
б)
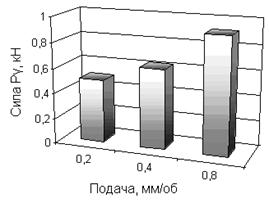
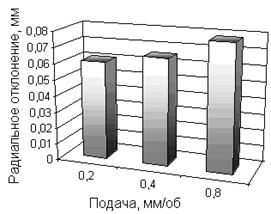
Рис. 2.49. Зависимости силы Ру и радиального биения
обработанной поверхности от подачи при точении стальной заготовки «Коронная шестерня», НВ=2290 МПа, g =10°, a =8°,
hз =0,6 мм, D hз =0,3 мм
Для получистовых проходов целесообразно применять резцы с положительными передними углами и стружкозавивающими лунками (канавками). Такую форму передней поверхности, как правило, имеют сменные многогранные твердосплавные режущие пластины, механически закрепляемые в державке резца.
Расчеты на ЭВМ показывают, что с увеличением подачи от 0,2 до 0.8 мм/об сила Ру увеличивается примерно вдвое: от 0,5 до 0,9 кН. Соответственно, смещение на сторону при жесткости j =25 кН/мм будет около 0,03 мм. При поднайстройке резца через Dhз = 0,3 мм (или при предварительном притуплении до hо =0,3 мм) отклонение на сторону вследствие размерного износа будет около 0,04 мм. Таким образом, суммарное отклонение диаметра обработанной поверхности при увеличении подачи от 0,2 до 0,8 мм будет находиться в пределах от 0,12 до 0,16 мм. В частности, при подаче s =0,4 мм/об погрешность обработки составит 0,14 мм на диаметр.
По аналогичной методике проверяется погрешность обработки на чистовом проходе. Сам металлорежущий станок (т. е. жесткость его узлов, геометрическая точность), режим резания на этом проходе и геометрические параметры чистового резца выбираются таким образом, чтобы обеспечить допуск 0,047 мм. Если это невозможно, то вводится дополнительный проход.
|
|
|
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 438; Нарушение авторских прав?; Мы поможем в написании вашей работы!