КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лазерные термические технологии
|
|
|
|
Продолжение контрольной работы №1 в лекции №4.
Группировка промышленных
Контрольная работа №1.
1. По данным таблицы 2.4 построить ряд распределения по числу работающих, образовав пять групп заводов с равными интервалами. Сделать выводы.
2. По данным таблицы 2.4 произвести группировку заводов по численности работающих, образовав пять групп заводов. Каждую группу охарактеризуйте числом заводов, числом работающих, объемом выпущенной продукции. Наряду с абсолютными показателями по группам, вычислить их процентное соотношение. Сделать выводы.
3. По данным таблицы 2.4 произвести группировку по атрибутивному признаку, выделив две группы заводов: невыполнивших план и выполнивших план; вычислить их процентное соотношение. Оформить результаты в виде таблицы.
4. По данным таблицы 2.11. произвести вторичную группировку, образовав следующие группы: до 500, 500 - 5000, 5000 и более.
Таблица 2.11.
предприятий по среднегодовой стоимости основных фондов (в % к итогу):
| Группы пред. по среднегод. стоимости ОПФ тыс. руб. | Число предприятий | Объем продукции | Среднегодовая численность работающих | Среднегодовая стоимость ОПФ |
| до 100 | 6,4 | 0,1 | 0,3 | 0,0 |
| 100 - 200 | 5,5 | 0,2 | 0,5 | 0,1 |
| 200 - 500 | 15,4 | 1,2 | 2.4 | 0,4 |
| 500 - 3000 | 36,6 | 9,7 | 12,9 | 4,4 |
| 3000 - 10000 | 20,4 | 17,2 | 17,3 | 9,6 |
| 10000 - 50000 | 11,9 | 27,7 | 29,0 | 20,8 |
| и более | 3,8 | 43,9 | 37,6 | 64,7 |
| Итого | 100,0 | 100,0 | 100,0 | 100.0 |
1. Лазерная резка - наиболее яркий пример использования мощного лазерного луча для обработки материалов.
Основные характеристики этой технологии - эффективность и универсальность:
· применение для широкого спектра материалов, используемых в различных отраслях промышленности: конструкционные металлы и сплавы, древесина и изготавливаемые из нее материалы, текстиль, пластмассы (в том числе с минеральными наполнителями либо армированные);
|
|
|
· получение реза высокого качества, характеризующегося большой размерной точностью;
· простая организация раскроя листовых материалов по сложному контуру. Качество реза последующей обработки не требует;
· гибкая наладка при изменении обрабатываемого материала либо конфигурации изделия.
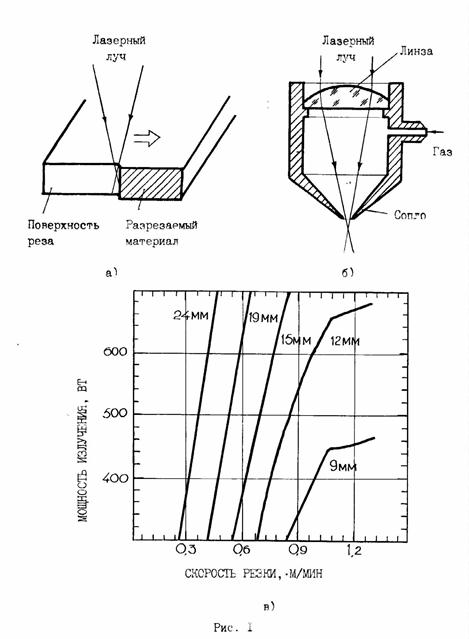
Основы лазерной резки. Кратко процесс сводится к следующему. Лазерный луч фокусируют в пятно диаметром 0,1...0,3 мм. (Это можно сделать в простейшем случае с помощью собирающей линзы). При мощности лазерного излучения 1000 Вт в пятне плотность мощности достигается  . Поглощение энергии лазерного луча материалом приводит к значительному повышению температуры последнего, вследствие чего материал, в зависимости от его вида, плавится и испаряется; возгоняется; термически разлагается. Продукты разложения материала удаляются из зоны лазерного воздействия. В результате сфокусированный луч углубляется в материал. При взаимном перемещении луча относительно материала идет процесс разделения - резки (рис. 1а). Ширина разреза небольшая, поскольку мал поперечный размер "инструмента".
. Поглощение энергии лазерного луча материалом приводит к значительному повышению температуры последнего, вследствие чего материал, в зависимости от его вида, плавится и испаряется; возгоняется; термически разлагается. Продукты разложения материала удаляются из зоны лазерного воздействия. В результате сфокусированный луч углубляется в материал. При взаимном перемещении луча относительно материала идет процесс разделения - резки (рис. 1а). Ширина разреза небольшая, поскольку мал поперечный размер "инструмента".
Для увеличения скорости резки в зону воздействия сфокусированного луча вдувают вспомогательный газ, который может быть инертным либо активным по отношению к обрабатываемому материалу. Инертный газ ускоряет удаление из зоны воздействия луча расплавленный материал или дисперсные продукты его разложения. Активный вспомогательный газ (кислород, воздух), кроме того, повышает скорость резки вследствие выделения дополнительной теплоты экзотермической реакции горения. Вспомогательный газ защищает элементы фокусирующей оптической системы от возможного загрязнения брызгами и пылью, образующимися в процессе резки. Для этого основной элемент подачи вспомогательного газа - сопло - конструктивно объединяют с фокусирующей оптикой в единый узел - лазерный резак (рис. 1б).
|
|
|
Основные характеристики процесса лазерной резки - качество реза и производительность. Качество лазерного реза характеризуется совокупностью факторов: шириной реза, плоскостностью и степенью шероховатости поверхности реза. Производительность процесса определяется линейной скоростью резки материала данной толщины. При резке металлов на нижней кромке реза может образоваться грат, а при резке неметаллических материалов возможно обугливание стенок реза.
|
Характеристики резки определяются типом применяемого лазера, параметрами фокусирующей системы, технологическими параметрами и свойствами разрезаемого материала.
ТИП ПРИМЕНЯЕМОГО ЛАЗЕРА определяется рядом параметров:
· мощностью генерируемого излучения и возможностью ее регулировки;
· стабильностью значения рабочей мощности;
· модовым составом излучения, определяющим возможность его "острой" фокусировки;
· стабильностью оси генерируемого лазером луча и его модовым составом.
ПАРАМЕТРЫ ФОКУСИРУЮЩЕЙ СИСТЕМЫ определяются конструкцией резака, который может быть выполнен на основе линз или металлических зеркал (так называемые объективы Кассегрена).
Линзы из KCI относительно дешевы, но имеют меньший ресурс и дают невысокое качество фокусировки луча. Линзы из ZnSe и зеркальные объективы обеспечивают наилучшую фокусировку луча, что делает их предпочтительными, несмотря на большую стоимость.
Острота фокусировки сильно зависит от фокусного расстояния. С уменьшением его пятно фокусировки уменьшается, однако, увеличивается угол схождения лазерного луча. Общие рекомендации по оптимизации этого параметра: для резки тонколистовых материалов следует применять оптику с фокусным расстоянием 70...100 мм; для резки материалов повышенной толщины (более 10 мм) целесообразно применение оптики с фокусным расстоянием 120...180 мм.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА РЕЗКИ оказывают различное влияние на производительность и качество:
· мощность лазерного излучения, при прочих равных условиях, позволяет либо вести резку материалов большой толщины, либо повысить скорость резки (рис. 1в). Однако для многих материалов попытка подобным образом значительно увеличить скорость резки может значительно снизить качество реза;
|
|
|
· скорость резки при заданном уровне мощности определяет как максимальную толщину разрезаемого материала, так и достигаемое качество реза;
· положение фокуса относительно поверхности разрезаемого материала весьма критично. Для качественной резки листов большого формата необходима система слежения, стабилизирующая заданное положение фокуса относительно поверхности. Вспомогательный газ применяется всегда. Необходимо выбрать его тип и расход.
В общем случае высокое качество резки и производительность процесса достигаются при определенных, соответствующих данному материалу и его толщине, значениях всех параметров процесса.
Свойства разрезаемого материала такие, как коэффициент поглощения лазерного излучения, температуропроводность существенно влияют на эффективность резки. В частности, для алюминия, меди и ряда сплавов на их основе, отличающихся высоким отражением лазерного излучения и значительной температуропроводностью, применение лазерной резки затруднительно, а дерево, оргстекло режутся превосходно.
Возможности процесса иллюстрирует ряд примеров. При мощности излучения 1,5 кВт:
· листовая углеродистая сталь толщиной 3 мм разрезается со скоростью 4 м/мин;
· аналогичный лист из аустенитной нержавеющей стали - со скоростью 3 м/мин;
· алюминиевый сплав толщиной 4 мм - со скоростью 1,5 м/мин;
· фанера толщиной 10 мм - со скоростью 6...7 м/мин;
· органическое стекло такой же толщины - со скоростью 5 м/мин;
· стеклотекстолит толщиной 3 мм - со скоростью 1,5...2,0 м/мин (излучением мощностью 1 кВт).
Лазерную резку нельзя рекомендовать для изготовления электроизоляционных элементов (из электрокартона, гетинакса и других подобных материалов), поскольку на кромке лазерного реза образуется электропроводный углеродный слой.
Преимущества лазерной резки:
· лазерный луч как инструмент не оказывает механического воздействия на материал и не изнашивается. В связи с этим твердость разрезаемого материала не является критичной характеристикой;
|
|
|
· остро сфокусированный лазерный луч позволяет получать очень узкие резы (до 0,10...0,15 мм шириной), а также вырезать детали с острыми, практически без скругления, углами;
· малый вклад тепла позволяет свести до минимума размеры зон термического влияния при резке металлов;
· предварительно подобранные параметры процесса обеспечивают высокопроизводимые результаты резки, что в целом делает лазерную резку легко автоматизируемой технологией.
Словом, лазер успешно конкурирует с газовым пламенем и плазмой при резке металлов толщиной до 15...20 мм. к тому же резка лазерным излучением обеспечивает увеличение ее скорости.
Лазерная резка может подчас успешно конкурировать и со штамповкой. Если в крупносерийном производстве высокая производительность делает штамповку явно предпочтительнее, то в производстве с малой и средней серийностью предпочтение на стороне более гибкой лазерной технологии. Это нашло свое отражение в появлении комбинированных систем типа "лазер - пресс"; прошивка отверстий с малым размером осуществляется быстроходным прессом, а резка по контуру большой протяженности - лазерным лучом.
2. Лазерное сверление отверстий. Образование сквозного отверстия в материале - начальный этап лазерной резки. Его может сформировать неподвижный лазерный луч. Однако использование постоянно действующего лазерного луча малоэффективно при решении этой задачи вследствие малой производительности процесса.
Лазеры импульсно-периодического действия, открывают новые возможности в этой области.
Их излучение - короткие высокомощные (до 50 кВт) импульсы с частотой следования несколько сотен герц. За несколько импульсов, число которых зависит от вида материала и его толщины, удается сформировать глубокий канал или сквозное отверстие (диаметр отверстий 0,2...2,0 мм, отношение их глубины к диаметру - до 10). Параметры процесса позволяют управлять конусностью получаемых отверстий.
3. Лазерная сварка металлов и сплавов получает у специалистов все большее признание, что определяется:
· высоким качеством получаемых сварных соединений;
· прочностью швов, близкой к прочности основного металла;
· минимальным короблением сваренных узлов и конструкций;
· возможностью надежно соединять трудносвариваемые традиционными методами материалы;
· простой организации защиты места сварки от вредного воздействия на металл окружающего воздуха;
· высокой производительностью процесса (скорости сварки в несколько раз выше, чем при использовании сварочной дуги).
Например, лазерное излучение мощностью 5 кВт позволяет получать высококачественное сварное соединение на нержавеющей стали толщиной 2,5 мм при скорости сварки 400 м/ч.
Наиболее полно возможности этой технологии проявляются в том случае, когда сварка ведется в режиме так называемого кинжального проплавления.
Основы лазерной сварки. Лазерная сварка - один из видов сварки плавлением. Однако по механизму передачи тепла расплавляемому металлу лазерный луч резко отличается от газового пламени и сварочной дуги. Ближайшим его аналогом является электронный луч.
Необходимое условие лазерной сварки - фокусировка луча до достижения плотности мощности  при диаметре пятна фокусировки 0,3 мм. Тонкий луч быстро нагревает небольшую площадь металла до температур его плавления и кипения. Давление образующихся паров выдавливает расплав из-под луча, что приводит к его заглублению в металл и образования тонкого глубокого канала проплавления. Обратному закрытию канала расплавом препятствует все то же давление паров. Если теперь перемещать луч по поверхности металла, то под действием давления паров и сил поверхностного натяжения расплава последний будет перемещаться назад по отношению к перемещению луча. Здесь расплав, отдавая свою теплоту окружающему холодному металлу, быстро кристаллизуется. Образуется сварное соединение (рис. 2а).
при диаметре пятна фокусировки 0,3 мм. Тонкий луч быстро нагревает небольшую площадь металла до температур его плавления и кипения. Давление образующихся паров выдавливает расплав из-под луча, что приводит к его заглублению в металл и образования тонкого глубокого канала проплавления. Обратному закрытию канала расплавом препятствует все то же давление паров. Если теперь перемещать луч по поверхности металла, то под действием давления паров и сил поверхностного натяжения расплава последний будет перемещаться назад по отношению к перемещению луча. Здесь расплав, отдавая свою теплоту окружающему холодному металлу, быстро кристаллизуется. Образуется сварное соединение (рис. 2а).
Поскольку процесс остывания и кристаллизации расплава идет очень быстро, в шве формируется высокодисперсная структура с очень однородным распределением всех компонентов сплава. Такое структурное состояние определяет комплекс механических и других свойств металла шва: высокую прочность; отсутствие склонности к хрупкому разрушению; хорошую коррозионную стойкость. Одновременно высокая скорость перемещения источника тепла, имеющего малые размеры, незначительно изменяет структуру основного металла, примыкающего к литому металлу шва. Обычная для других видов сварки зона термического влияния при лазерной сварке становится минимальной.
Основные характеристики процесса лазерной сварки - качество сварного шва и производительность. Первая характеристика является интегральной: она учитывает всю совокупность факторов, определяющих служебные характеристики соединения:
· наличие внешних и внутренних микроскопических дефектов (усиления или ослабления подреза, пор, трещин и т.п.);
· структурное состояние металла в шве и зоне термического влияния.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 856; Нарушение авторских прав?; Мы поможем в написании вашей работы!