КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура погрешности размеров, выполняемых в операции
|
|
|
|
Размеры, выполняемые в данной i – ой операции при обработке партии заготовок на настроенном станке называют операционными размерами. На их поле рассеивания ω i влияет ряд причин – производственных факторов. Одни из них возникают уже в момент установки заготовки, другие – сопровождают процесс обработки. Совокупное влияние этих причин и приводит к рассеиванию ω i значений операционных размеров. Из рисунка 12 видно, что, например, при торцевом фрезеровании плоскости появляется регион R распределения R=Aдmax-Aдmin,
где Aдmax и Aдmin – предельное значение действительных размеров в партии деталей.
Используя методику статистического анализа на основе знания R рассчитывают и величину ω i, где i – номер операции.
Как видно из рисунка 12, причиной возникновения ω i здесь и ωу (из-за неодинакового смятия гребешков шероховатости базовой поверхности, колебания сил закрепления Р от заготовки к заготовке), а также и ωо (возникающая при фрезеровании из-за износа инструмента, колебания твердости заготовок и силы резания и др.)
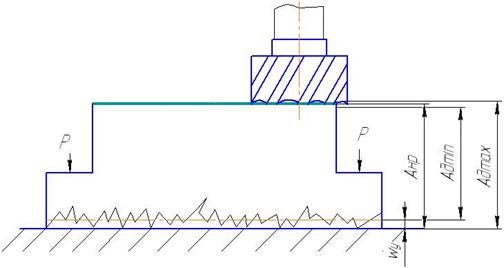
Рис. 12. Торцевое фрезерование плоскости
Т.о. следует вывод, что операционная погрешность ω i есть сумма погрешности установки ωу и погрешности, связанной с обработкой ωм.о, т.е.
ω i = ωу+ ωм.о.
Далее будут подробно рассмотрены причины возникновения каждой из составляющих ω i.
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 308; Нарушение авторских прав?; Мы поможем в написании вашей работы!