КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типовые конструкции штампов
|
|
|
|
В типовых конструкциях простых штампов при холодной обрезке применяются низкие башмаки, поковки удаляются на провал через отверстие в подштамповой плите и столе пресса. Матрицы горячих обрезных штампов крепятся в высоких башмаках с окнами для извлечения поковок. Применение направляющих колонок и втулок в штампах необходимо при зазоре менее 0.5 мм. В штампах типовых конструкций все детали кроме пуансона и матрицы должны быть нормализованными.
В последовательных штампах рабочие вставки для каждой операции крепятся и регулируются самостоятельно, обеспечивая при этом удобство изготовления и наладки штампа. Ввиду сложности настройки раздельных ручьевых вставок подобные штампы конструируют в общем специальном блоке, снабженном направляющими колонками.
При конструировании совмещенных штампов следует стремиться к тому, чтобы зазоры между рабочим инструментом со стороны облоя  и пленки
и пленки  были равны или более 1 мм. В противном случае необходимо применение съемников (
были равны или более 1 мм. В противном случае необходимо применение съемников ( мм) и выталкивателей (
мм) и выталкивателей ( мм), что значительно усложняет конструкцию штампа.
мм), что значительно усложняет конструкцию штампа.
Взаиморасположение матрицы и пробивного пуансона по высоте выбирается из расчета первоначальной обрезки облоя. Подобное разделение обрезки и пробивки, производимой в конце обрезки, не только облегчает работу пресса, но и способствует центрированию поковки.
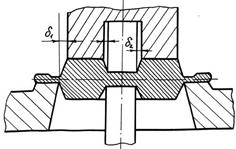
Диаграмма изменения усилия при обрезке свидетельствует, что в начальный момент надавливания пуансона на поковку усилие круто возрастает и на протяжении  толщины обрезаемого слоя остается постоянным, а затем круто падает. Величина участка вдавливания и срезывания, который соответствует наибольшему усилию, зависит от материала поковки и от величины зазора между пуансоном и матрицей. Чем прочнее металл, выше его твердость, тем больше усилие среза и меньше участок действия максимального усилия.
толщины обрезаемого слоя остается постоянным, а затем круто падает. Величина участка вдавливания и срезывания, который соответствует наибольшему усилию, зависит от материала поковки и от величины зазора между пуансоном и матрицей. Чем прочнее металл, выше его твердость, тем больше усилие среза и меньше участок действия максимального усилия.
Более плавный характер диаграммы для горячей обрезки обусловлен тем, что металл пря температуре обрезки 750 ¼ 800 °С более пластичен.
Для уменьшения усилия обрезки облоя можно использовать дифференциальную обрезку, когда режущая кромка матрицы делается волнистой, что позволяет производить обрезку по частям, плавно вводя последующие участки.
При обрезке облоя поковка может получать смятие, если площадь соприкосновения поковки с пуансоном окажется нeдocтaтoчнoй и напряжения на контактной поверхности превысят сопротивление деформированию прежде, чем напряжения у облоя достигнут величины сопротивления срезу. Необходимая площадь контакта пуансона с поковкой должна удовлетворять соотношению:
 ,
,
где  - сопротивление срезу материала поковки при температуре обрезки, МПа;
- сопротивление срезу материала поковки при температуре обрезки, МПа;
 - сопротивление смятию материала поковки при температуре обрезки, МПа;
- сопротивление смятию материала поковки при температуре обрезки, МПа;
 - периметр поковки, м;
- периметр поковки, м;
 - толщина обрезаемого слоя, м.
- толщина обрезаемого слоя, м.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 1373; Нарушение авторских прав?; Мы поможем в написании вашей работы!