КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электронно-лучевая сварка
|
|
|
|
Группа специальных методов сварки плавлением
Сущность способа заключается в использовании энергии электронов, движущихся с высокими скоростями в вакууме для нагрева и расплавления. кромок подлежащих сварке заготовок, т.к. при бомбардировке электронами поверхности металла подавляющая часть кинетической энергии электронов превращается в теплоту, которая и используется для расплавления металла. При этом температура достигает 5000-6000 ºС.
Металл заготовок в месте фокусировки луча расплавляется, образуется сварочная ванна, а после ее кристаллизации формируется сварной шов. Электронный луч создается в специальном устройстве, так называемой электронной пушке (рис. 2.1.), при этом диаметр пятна электронного луча составляет 0,01÷1,2 мм.
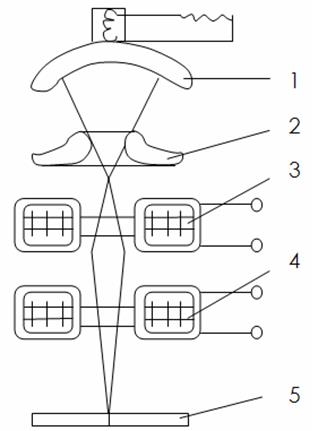
Рис. 2.1. Схема электронно – лучевой пушки: 1 – катод с прикатодным электродом; 2 – ускоряющийся электрод (анод); 3 – фокусирующая магнитная линза;
4 – отклоняющая система; 5 – изделие
К полюсам сварочной установки (аноду и катоду) подводится высокое напряжение (25 – 120 кВ) постоянного тока силой 35 – 1000 мА.
Сварка электронным лучем возможна только в случае если в сварочной камере имеется вакуум 10-4 мм рт ст (133*10-4 Н/м2).
При падении вакуума ниже указанного значения могут возникнуть дуговые разряды с корпусом пушки, электронный луч расфокусируется, что исключает возможность сварки.
Скорость сварки определяется скоростью перемещения заготовки в камере под неподвижным пятном луча или отклонением луча с помощью отклоняющих систем. Наблюдение за процессом сварки осуществляется через иллюминаторы или с помощью телевизионных систем.
Все процессы сварки, включая загрузку и выгрузку, особенно, крупногабаритных деталей - механизированы и автоматизированы.. Основным элементом сварочных установок является пушка рис 2.1, служащая для генерации свободных электронов, формирования их в пучок и значительного ускорения.
|
|
|
Пушки бывают длиннофокусные, в которых электроны разгоняются на участке между катодом и анодом с фокусным расстоянием 300-500 мм. В этом случае изделие не является элементом электрической цепи, т.е. возможна обработка неэлектропроводных материалов.
Короткофокусные (с расстоянием 30-40 мм), в которых анодом является само изделие. Эти пушки имеют меньшие размеры, помещаются внутри камеры (вакуумной). В них свариваются электропроводные материалы.
Отечественная промышленность выпускает ЭЛУ средней мощности типа А 306-05, с ускоряющим напряжением до 25 кВ и силой тока луча до 120 мА.
Области применения: Способ можно применять для сварки практически всех материалов, в том числе и разнородных (например, Ме с керамикой).
Использование высококонцентрированного источника энергии для сварки, позволяет достигать малую зону термического влияния, что значительно уменьшает возможность деформации сварных конструкций, особенно крупногабаритных. Высокая концентрация тепловой энергии позволяет сваривать заготовки толщиной до 200 мм за один проход, при этом обеспечивается достаточно высокая производительность (до 100 м/ч) и малая ширина шва от 1 до 5 мм не более и, соответственно, малая зона термического влияния
С помощью электронного луча можно прошивать отверстия малого диаметра (диаметром меньше человеческого волоса), прорезать узкие пазы, разрезать на части заготовки, особенно из драгоценных металлов, а также неметаллов. Края реза получаются ровные и чистые, а структура смежных слоев остается неизменной.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 633; Нарушение авторских прав?; Мы поможем в написании вашей работы!