КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология пайки
|
|
|
|
Технологический процесс пайки, в ходе которого обеспечивается реализация всех трех стадий образования спая, включает в себя следующие операции:
1) подготовку поверхностей под пайку;
2) сборку деталей;
3) укладку припоя и в ряде случаев внесение флюса; пайку;
4) обработку деталей после пайки.
Подготовка поверхностей под пайку. Качество подготовки поверхности под пайку во многом определяет уровень и стабильность свойств паяного соединения. Основные способы очистки поверхности:
1) термический (горелками, отжигом в восстановительной атмосфере, в вакууме);
2) механический (режущим инструментом или абразивом, галтовка, гидропескоструйная или дробеструйная очистка и пр.);
3) химический (обезжиривание, химическое травление, электрохимическое травление, травление с ультразвуковой обработкой, комбинированное с обезжириванием и травлением).
В ряде случаев подготовка детали под пайку включает в себя также нанесение специальных технологических покрытий гальваническим или химическим способом, горячим лужением (погружением в расплавленный припой), с помощью ультразвука, плакированием, вжиганием, термовакуумным напылением. Указанные технологические покрытия наносят с различными целями:
1) для улучшения смачиваемости паяемых материалов расплавленным припоем;
2) для защиты основного металла от испарения отдельных их компонентов в процессе пайки;
3) для предотвращения вредного взаимодействия припоя с основным металлом, приводящего к образованию хрупких структур;
4) в качестве припоя при контактно-реактивной пайке.
Сборка деталей. Качество паяного шва, его внешний вид, соответствие паяного узла размерам чертежа во многом зависят от качества сборки. При сборке прежде всего должны быть обеспечены необходимые зазоры под пайку. Например, при пайке низкоуглеродистых сталей припоями системы Sn–Рb должны выдерживаться зазоры 0,05-0,5 мм; припоями на основе Сu – 0,01-0,05 мм.
|
|
|
Детали во избежание смещения при пайке должны быть зафиксированы (плотной посадкой, обжатием, развальцовкой, прихваткой сваркой и пр.). Примеры фиксации деталей при их сборке показаны на рис. 3.1. При пайке сложных конструкций применяются специальные строчные приспособления. Такие приспособления должны обеспечивать:
1) свободное расширение деталей при нагреве;
2) наименьший теплоотвод от паяемого стыка;
3) беспрепятственное формирование паяного шва;
4) несмачиваемость материалов приспособления припоем (обычно применяются графит, керамика, хромированная сталь).
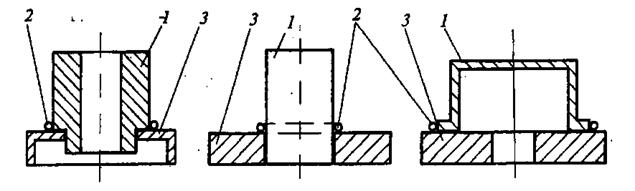
Рис. 3.1. Способы фиксации деталей при их сборке и укладке припоя:
1, 3 – детали; 2 – припой
Укладка припоя. Часто сборка включает в себя нанесение припоя, укладку его в виде дозированных заготовок из проволоки или фольги. При размещении припоя необходимо учитывать.такие условия, как расположение изделия в печи или другом нагревательном устройстве, режимы нагрева и охлаждения. Эффективность и экономичность производства паяных конструкций в значительной мере зависят от правильного дозирования припоя: при недостаточном количестве припоя зазоры не заполняются и соединение получается ненадежным; при избытке припоя имеют место натеки, наплывы, повышается расход припоя.
Требуемое количество припоя Q, кг, рассчитывают по формуле (3.1)
Q = 1,5δhlρ, (3.1)
где δ – наибольший зазор в соединении при температуре пайки, м;
h – высота либо ширина соединения, м;
l – протяженность соединения, м;
ρ – плотность припоя, кг/м3.
Здесь коэффициент 1,5 учитывает объем галтелей припоя неизбежные технологические потери (угар, разбрызгивание).
|
|
|
При пайке стыковых соединений с прижимом, когда припой применяется в виде фольги, величину δ определяют по формуле (3.2)
δ=Rmax+0.5(F1+F2), (3.2)
где Rmax – наибольшая высота микронеровностей паяемых поверхностей, м;
F1+F2 – суммарное отклонение от плоскости первой и второй детали, м.
Нанесение флюса. Иногда при сборке деталей под пайку требуется нанесение флюса. Порошкообразный флюс для этого разводят дистиллированной водой до степени негустой пасты и наносят на детали, после чего их подсушивают в термостате при температуре 70–80 °С в течение 30–60 мин. При газопламенной пайке флюс подают на паяемые поверхности непосредственно в процессе пайки на прутке разогретого припоя, при пайке паяльником – жалом паяльника или вместе с припоем. Иногда для оловянно-свинцовистых припоев, выполненных в виде полых трубок, флюс (канифоль) помещают внутри этих трубок.
Собственно пайка – нагрев места соединения или общий нагрев собранных деталей – выполняется при температурах, превышающих температуру плавления припоя, как правило, на 50-100 °С.
Обработка после пайки заключается в удалении остатков флюса. Недостаточно полно удаленные с поверхности изделий флюсы, помимо ухудшения внешнего вида, изменяют электропроводность изделия, а в некоторых случаях вызывают коррозию. Спиртово-канифолевые флюсы, например, удаляют ацетоном, спиртом, бензином. Агрессивные кислотные флюсы тщательно промывают последовательно горячей и холодной водой с помощью волосяных щеток. Иногда требуется и нейтрализация слабыми растворами щелочей.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 790; Нарушение авторских прав?; Мы поможем в написании вашей работы!