КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ кинематической схемы станка для шлифования прямозубых цилиндрических колес
|
|
|
|
Кинематическая схема станков
Движения инструмента и заготовок совершаются рабочими или исполнительными органами станка. Передача движений осуществляется при помощи ряда механизмов – ременных, зубчатых, червячных, кулачковых, винтовых, реечных и др. Условное изображение этих механизмов, соединенных в определенной последовательности в кинематические цепи, называют кинематической схемой. В таблице 2 приведены условные обозначения основных механизмов станков по ГОСТ 3462 – 61.
Для удобства описания и кинематических расчетов основные элементы кинематических схем обозначают порядковыми номерами или вписывают числовые значения диаметров шкивов, чисел зубьев зубчатых колес, их модулей и др. В связи с тем, что пока нет единой методики обозначений, в дальнейшем передачам и другим деталям станка на кинематической схеме будем присваивать порядковые номера. В тексте и расчетах условимся диаметры шкивов обозначать буквой d, числа зубьев колес – z, модули зацепления – m, число заходов ходовых винтов и червяков – k, с присвоением им индексов, соответствующих порядковым номерам этих деталей на кинематической схеме. Числа зубьев сменных колес главного движения обозначать A, B, С …, подачи – a, b, c … с индексами 1, 2 … и без них.
Таблица 2
Условные обозначения основных механизмов
станков по ГОСТ 3462 – 61
| Наименование | Обозначение | Наименование | Обозначение |
| Вал | 
| Соединение деталей с валом: | |
| Соединение двух валов: | свободное для вращения | 
| |
| глухое | 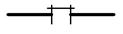
| подвижное без вращения | 
|
| глухое с предохранением от перегрузок | 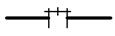
| при помощи вытяжной шпонки | 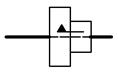
|
| эластичное | 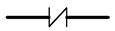
| глухое | 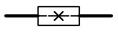
|
| шарнирное | 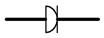
| Подшипники скольжения: | |
| телескопическое | 
| радиальный | 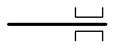
|
| плавающая муфта | 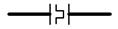
| радиально-упорный односторонний | 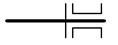
|
| зубчатая муфта | 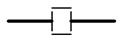
| радиально-упорный двусторонний | 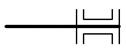
|
| Тормоза: | Подшипники качения: | ||
| конусный | 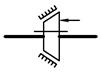
| радиальный | 
|
| колодочный | 
| радиально-упорный односторонний | 
|
| ленточный | 
| радиально-упорный двусторонний | 
|
| дисковый | 
| Электродвигатели: | |
| Концы шпинделей станков: | на лапках | 
| |
| центровых | 
| фланцевые | 
|
| патронных | 
| встроенные | 
|
| прутковых | 
| Передача ходовым винтом с гайкой: | |
| сверлильных | 
| неразъемной | 
|
| расточных с планшайбой | 
| разъемной | 
|
| фрезерных | 
| Муфты: | |
| шлифовальных | 
| кулачковая односторонняя | 
|
| Ременная передача: | кулачковая двусторонняя | 
| |
| плоским ремнем | 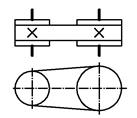
| конусная | 
|
| плоским ремнем перекрестная | 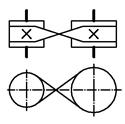
| дисковая односторонняя | 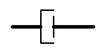
|
| клиновидным ремнем | 
| дисковая двусторонняя | 
|
| Передача цепью | 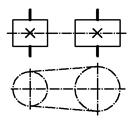
| обгонная односторонняя | 
|
| Передачи зубчатые: | обгонная двусторонняя | 
| |
| цилиндрическими колесами | 
| Передача червячная | 
|
| коническими колесами | 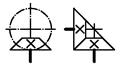
| Передача зубчатая реечная | 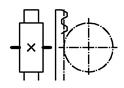
|
| винтовые | 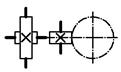
|
|
|
|
Кинематические цепи, обеспечивающие исполнительные движения рабочих органов, называют структурными. Рассмотрим для примера упрощенную кинематическую схему резьбошлифовального станка (рис.11).
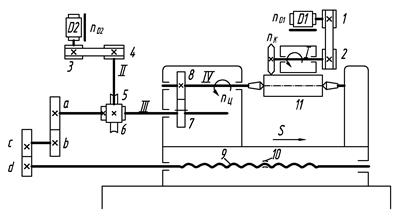
Рис.11. Упрощенная кинематическая схема резьбошлифовального станка
Здесь три исполнительных движения: вращение вала I – шпинделя шлифовального круга, вала IV – шпинделя изделия и прямолинейная подача стола вместе с заготовкой 11. В соответствии с этим имеем три структурные кинематические цепи. Первая состоит из ременной передачи 1 – 2; вторая из ременной передачи 3 – 4, червячной пары 5 – 6 и зубчатых колес 7 – 8; третья – из ременной и червячной передач 3 – 4, 5 – 6, колес a – b, c – d и винтовой пары 9 – 10.
Рассмотрим методику анализа кинематической структуры станка и его кинематическую настройку на примере зубошлифовального станка для обработки прямозубых цилиндрических колес. На данном станке производится шлифование боковых поверхностей зубьев прямозубых цилиндрических колес дисковым обкатным кругом. В процессе формообразования оси обрабатываемого колеса и шлифовального круга взаимно перпендикулярны (рис.12).
|
|
|
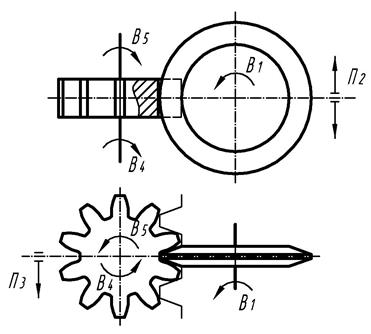
Рис.12. Схема расположения и относительных движений обрабатываемого зубчатого колеса и шлифовального круга в процессе формообразования
Боковые поверхности зубьев обрабатываемого колеса в поперечном сечении характеризуются эвольвентой, а в продольном – прямой линией. Для формирования боковой поверхности зубьев колеса в продольном направлении используют метод касания, который в данном случае реализуется двумя движениями формообразования – вращением шлифовального круга Ф v(В 1) и возвратно-поступательным движением ползуна Ф S1(П 2)вдоль зуба колеса. Профиль шлифовального круга имеет очертание профиля зуба прямозубой рейки, поэтому боковая поверхность зубьев колеса в поперечном направлении образуется методом обката, для чего необходимо одно сложное движение качения Ф S2(П 3 В 4). Так как шлифовальный круг имеет вид диска, шлифование боковых поверхностей зубьев колеса ведется последовательно от одной впадины к другой. Поэтому в станке должно быть движение деления Д (В 5),реализуемое поворотом колеса на определенный угол. Таким образом, кинематическая структура анализируемого станка должна содержать три группы формообразования и одну группу деления, причем три из них простые и одна — сложная.
Теперь следует проанализировать структуру каждой кинематической группы станка в отдельности (рис.13).
Группа движения Ф v (В 1 ). Исполнительным органом группы является шпиндель шлифовального круга. Внутренняя кинематическая связь группы осуществляется через связь вращательной кинематической пары, подвижным звеном которой является шпиндель круга, а неподвижным — опоры шпинделя. Внешняя кинематическая связь группы состоит из ременной передачи d 1/ d 2, соединяющей источник движения М 1 (электродвигатель) со шпинделем шлифовального круга. Группа обеспечивает вращательное движение с замкнутой траекторией, которое теоретически можно настраивать лишь по двум параметрам — скорости и направлению. Однако практической необходимости в настройке движения по этим параметрам нет, ипоэтому его вообще не регулируют.
|
|
|
Группа движения Ф s1 (П 2 ). Исполнительным органом группы является ползун, совершающий возвратно-поступательное движение вместе с установленным на нем шлифовальным кругом. Внутренняя кинематическая связь группы осуществляется через поступательную кинематическую пару ползун — направляющие стойки. Внешняя кинематическая связь представляет собой цепь между электродвигателем М 2и ползуном. В ее состав входят следующие кинематические пары, звенья и механизмы: М 2 ® цилиндрическая пара i = 1/8 ® кривошипный механизм ® ползун. Эта группа обеспечивает простое возвратно-поступательное движение с незамкнутой траекторией; ее настраивают: на скорость – четырехскоростным электродвигателем М 2; на путь — изменением величины эксцентриситета пальца кривошипного диска; на исходную точку — изменением положения точки крепления шатуна к ползуну.
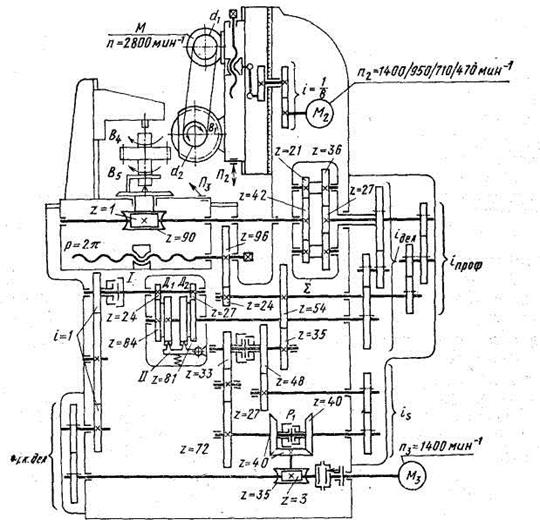 |
Рис.13. Кинематическая схема станка для шлифования дисковым кругом прямозубых цилиндрических колес
Группа движения Ф s2 (П 3 В 4 ). Эта кинематическая группа сложная, так как должна обеспечивать движение обкатки обрабатываемого зубчатого колеса относительно шлифовального круга, имитирующего зуб прямозубой рейки. Группа имеет два исполнительных органа: шпиндель стола, на котором закрепляют обрабатываемое колесо, и каретку, на которой смонтирован поворотный стол. Поворотный стол получает вращательное движение В 4, а каретка — прямолинейное поступательное П 3.
Внутренняя кинематическая связь группы осуществляется через функциональную цепь между кареткой и столом и имеет следующую структуру: каретка (П 3)® пара винт-гайка с шагом р = 2 p ® цилиндрическая пара 96 / 24 ®гитара профилирования i проф ® суммирующий механизм (дифференциал) å® червячная пара 1 / 90 ® стол (В 4).
Внешняя кинематическая связь группы представляет собой цепь между электродвигателем M 3и звеном присоединения к внутренней связи группы: М 3® червячная пара 3 / 35 ®реверс Р 1® гитара подач i s® цилиндрические пары 27 / 48 и 35 / 54. Вал с шестерней z = 54 является звеном соединения внешней связи с внутренней.
|
|
|
Рассматриваемая группа обеспечивает сложное движение обката Ф s2(П 3 В 4) с незамкнутой траекторией, которое нужно настраивать по пяти параметрам. На траекторию движения настраивают гитару профилирования i проф на скорость — гитару подач i s, на направление — реверс Р 1, на исходную точку — вручную перемещение каретки с помощью ходового винта с шагом р = 2 p, на путь — относительное положение устройств, ограничивающих перемещение каретки (на схеме они не показаны).
Группа движения Д (В 5 ). Группа движения деления простая, и ее исполнительным органом является шпиндель поворотного стола.
Внутренняя кинематическая связь группы обеспечивается связью вращательной кинематической пары поворотный стол — каретка.
Внешняя кинематическая связь группы представляет собой кинематическую цепь от электродвигателя М 3до шпинделя стола:
М 3 ® гитара скорости деления i ск. дел. ® цилиндрические колеса с i = 1 ® делительный механизм с дисками Д 1и Д 2® гитара деления i дел. ®суммирующий механизм å ® червячная пара 1 / 90 ® стол (В 5).
Движение деления простое, с незамкнутой траекторией и настраивается не по четырем параметрам, а по трем: на путь — гитарой деления i дел. : на скорость — гитарой скорости деления i ск. дел. и на исходную точку — вручную. Настройку на параметр направления не применяют.
Так как группы движений Ф s2 (П 3 В 4)и Д (В 5) имеют общий исполнительный орган — шпиндель стола, то они должны быть кинематически соединены между собой. Группы соединены цилиндрическим дифференциалом å. Он позволяет, не прекращая движения Ф s2 (П 3 В 4), осуществить делительное движение Д (В 5). Поэтому во время делительного процесса благодаря дифференциалу шпиндель стола получает суммарное движение В 4 ± В 5. Сам же делительный процесс наступает тогда, когда включена муфта I и вынут из прорезей делительных дисков Д 1и Д 2фиксатор II, и оканчивается после западания фиксатора одновременно в прорези обоих делительных дисков и отключения муфты I. Так как шлифование впадин между зубьями обрабатываемого колеса происходит последовательно, то за время одного делительного цикла обрабатываемое колесо, закрепленное на столе, поворачивается на  целого оборота, где z — число зубьев обрабатываемого колеса.
целого оборота, где z — число зубьев обрабатываемого колеса.
В данном станке кинематическая настройка осуществляется пятью органами настройки: электродвигателем М 2 и четырьмя гитарами сменных зубчатых колес (профилирования i проф, подач i s,деления i дел. и скорости деления i ск. дел. ). Каждый орган настройки имеет свою формулу настройки.
1. Формула настройки скорости электродвигателя М 2.
Электродвигатель служит не только источником движения ползуна со шлифовальным кругом со скоростью П 2, но и выполняет роль органа настройки этой скорости.
Вывод формулы настройки:
а) кинематическая цепь согласования:
электродвигатель М 2 – ползун;
б) условие согласования скоростей конечных звеньев цепи:
n 2электродвигателя М 2 «k ползуна,
где n 2— частота вращения электродвигателя М 2, мин-1;
k — число двойных ходов ползуна в минуту;
«— знак соответствия.
в) уравнение кинематического баланса:

где v — скорость движения долбяка, м / мин;
Rкд. — радиус кривошипного диска, м;
L — ход долбяка, м;
г) формула настройки:
2. Формула настройки гитары профилирования i проф
Этой гитарой устанавливается функциональное согласование перемещений стола с заготовкой и каретки, т. е. производится настройка на траекторию движения Ф s2 (П 3 В 4).
Вывод формулы настройки:
а) кинематическая цепь согласования:
шпиндель стола – каретка;
б) условие согласования перемещений конечных звеньев цепи:
1 об. заготовки «pmz (мм) перемещений каретки,
где т — модуль обрабатываемого зубчатого колеса, мм;
z — число зубьев обрабатываемого колеса.
в) уравнение кинематического баланса:

г) формула настройки:

Следует заметить, что уравнение кинематического баланса любой кинематической цепи согласования может быть записано в двух вариантах. Вариант записи уравнения баланса зависит от того, с какого конца цепи его записывают. В рассматриваемом случае при втором варианте записи уравнение баланса цепи шпиндель стола – каретка имеет вид:

3. Формула настройки гитары подачи i s .
Этой гитарой устанавливается согласование скоростей электродвигателя М 3и каретки, т. е. производится настройка на скорость движения – Ф s2 (П 3 В 4).
Вывод формулы настройки:
а) кинематическая цепь согласования:
электродвигатель М 3 – каретка;
б) условие согласования скоростей конечных звеньев цепи:
1400 (мин -1) электродвигателя М 3«S перемещения каретки;
в) уравнение кинематического баланса:

г) формула настройки:

4. Формула настройки гитары деления i дел.
Гитара деления предназначена для настройки движения Д (В5)на путь. Это периодическое движение происходит, когда включена муфта I и фиксатор II вынут из прорезей делительных дисков Д 1и Д 2. При этом диски освобождены для вращения, и движение Д (В 5)передается через делительный диск Д 1,гитару деления i дел и дифференциал к столу. Время осуществления этого движения называют делительным циклом.
Выводы формулы настройки:
а) кинематическая цепь согласования:
делительный диск Д 1– шпиндель стола;
б) условие согласования перемещений конечных звеньев цепи:
n Д1 оборотов делительного диска Д 1« оборота стола;
оборота стола;
в) уравнение кинематического баланса:
где i Σ — передаточное отношение дифференциала.
г) формула настройки:
Определим численное значение n Д1, оборотов диска Д 1за один длительный цикл и is — передаточное отношение дифференциала.
После того как фиксатор II вынут из прорезей дисков Д 1и Д 2, они начинают вращаться, причем с различными скоростями. Через некоторое время прорези дисков окажутся в одной плоскости, и фиксатор западает одновременно в прорези обоих дисков. В этот момент заканчивается делительный цикл.
Подсчитаем относительные повороты дисков. За один оборот диска Д1диск Д2 должен сделать  оборота. Следовательно, диск Д 2 вращается быстрее диска Д 1,и за время делительного цикла диск Д 2 делает семь оборотов, а диск Д 1– шесть оборотов, т. е. n Д1 = 6.
оборота. Следовательно, диск Д 2 вращается быстрее диска Д 1,и за время делительного цикла диск Д 2 делает семь оборотов, а диск Д 1– шесть оборотов, т. е. n Д1 = 6.
Передаточное отношение дифференциала  определим по формуле Виллиса:
определим по формуле Виллиса:
при n27 = 0 получим:

где n 42, n 27, n B частоты вращения соответственно колес z = 42, z =27 и водила дифференциала.
С учетом численных значений n Д1, и i Σформула настройки гитары деления имеет вид:

5. Формула настройки гитары скорости деления i ск.дел.
Данная гитара предназначена для установления согласования оборотов делительного диска Д 1и электродвигателя М 3за время делительного цикла.
Вывод формулы настройки:
а) кинематическая цепь согласования:
делительный диск Д 1 «электродвигатель М 3;
б) условия согласования перемещений конечных звеньев цепи согласования:

где t — время делительного цикла, с.
в) уравнение кинематического баланса:
г) формула настройки:

|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 2008; Нарушение авторских прав?; Мы поможем в написании вашей работы!