КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структурный анализ работы станка
|
|
|
|
Зубофрезерные станки
Технологические возможности зубодолбежных станков
Нарезание зубчатых колес с винтовыми зубьями
Радиальный отвод заготовки.
Отвод заготовки от долбяка в период обратного хода последнего осуществляется кулачком 18, закрепленным на валу кривошипного диска, который при помощи штока 19 (рис.48) качает рычаг 20, поворачивает эксцентрик 21 и перемещает шатун 22, а последний сообщает короткие возвратно-поступательные перемещения столу, несущему заготовку.
Для этого на рассматриваемом станке необходимо установить долбяк с винтовыми зубьями, а также установить специальные винтовые направляющие (сменные) на штосселе долбяка. Это усложняет наладку станка, что в некоторой степени ограничивает применение его для нарезания винтовых зубьев. Настройка кинематических цепей производится по тем же формулам, что и при нарезании прямозубых колес.
Технологические возможности зубодолбежных станков определяются их основными размерами (табл.11).
Таблица 11
Основные размеры зубодолбежных станков.
| Наименование параметров | Величины параметров станка | ||||||
| Наибольший диаметр обрабатываемых колес,, мм | |||||||
| Наибольшая ширина нарезаемого венца,, мм | |||||||
| Наибольший модуль нарезаемых колес,, мм (по стали) |
На зубодолбежных станках, работающих по методу обката, при применении долбяков высокой точности может быть достигнута шестая степень точности нарезаемых колес. На станках нормальной точности обеспечивается обработка колес седьмой степени точности.
Производительность станков, работающих резцовой головкой по методу копирования, выше, чем у зубодолбежных станков, работающих круглыми долбяками, в 8...10 раз, но область их применения ограничивается массовым производством из-за сложности в высокой стоимости резцовой головки, предназначенной для обработки колеса с определенным модулем (m ) и числом зубьев долбяка (z д).
|
|
|
Зубофрезерные станки более производительны, чем зубодолбежные, и предназначаются для нарезания одновенцовых цилиндрических колес с прямозубым и винтовым зубом. На этих станках нарезают и червячные колеса. В качестве режущего инструмента здесь применяются червячно-модульные фрезы.
Принцип работы зубофрезерного станка можно представить по структурным схемам, показанным на рис. 51 и 52.
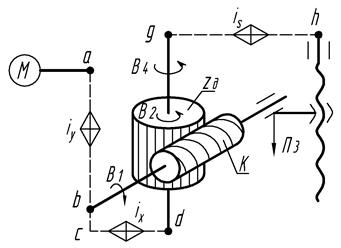
Рис.51. Структурная схема зубофрезерного станка при нарезании
зубчатого колеса с прямым зубом
Для нарезания прямозубого колеса (рис.51) необходимо главное движение – вращение фрезы Ф V (В 1). Движение В 1 обеспечивается от электродвигателя по связи М – a – iv – b – B1 и настраивается органом настройки i v эта связь является внешней. Формообразования зуба по профилю Ф V (В 1 В 2) в результате вращения фрезы В 1.
Движения В 1 и В 2 связываться между собой В1 – b – c – iX – р – CM – l – f – В2, так, как если бы в зацеплении были червяк и червячное колесо, т.е. за один оборот червячной фрезы заготовка должна повернуться на z зубьев или на  , оборота.
, оборота.
Формообразование зуба по длине происходит при медленном поступательном перемещении инструмента вдоль оси заготовки П З по связи В2 – g – is – h – ход. винт – П3 Скорость этого движения определяет толщину срезаемого каждым зубом фрезы слоя металла, поэтому движение П 3 называют движением подачи и измеряют в мм / об.
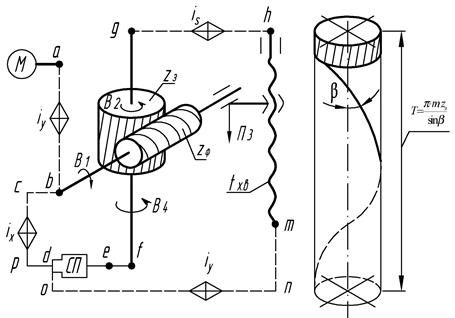
Для нарезания косозубого колеса вместо простого движения П 3 необходимо движение по винтовой линии Ф (П 3 В 4) (рис.52,а), но при этом заготовка должна участвовать в двух различных движениях В 2 и В 4. Сложениеэтих движений обеспечивается суммирующиммеханизмом СМ, представляющим собой, например, конический дифференциал. Тогда внутренняя связь в группе формообразования по профилю будет обеспечиваться по цепи b – c – iX – p – CM – l – f, а в группе формообразования по длине, по цепи m – n – iY – o – d – CM – l – f, т.е. она будет связывать вращение ходового винта (для движения П 3) с вращением заготовки В 4 через суммирующий механизм СМ.
|
|
|
а) б)
Рис. 52. Структурная схема зубофрезерного станка при нарезании зубчатого колеса с винтовым зубом:
а – структурная схема, б – расчетная схема
Эта связь определяется шагом винтовой линии зуба  (рис.52,б) и выражается перемещением фрезы вдоль оси заготовки за один ее оборот. В качестве источника движения в этой группе может быть любой вращающийся вал, например, шпиндель изделия, как показано на рис. 52, или отдельный электродвигатель, или тот же двигатель, что и в приводе главного движения.
(рис.52,б) и выражается перемещением фрезы вдоль оси заготовки за один ее оборот. В качестве источника движения в этой группе может быть любой вращающийся вал, например, шпиндель изделия, как показано на рис. 52, или отдельный электродвигатель, или тот же двигатель, что и в приводе главного движения.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 1247; Нарушение авторских прав?; Мы поможем в написании вашей работы!