КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Постройка сборных мостов
|
|
|
|
Элементы сборных железобетонных мостов изготовляют на заводах или базах, приспособленных для массового индустриального выпуска продукции. При постройке сборных мостов больших пролетов вес отдельных элементов получается очень большим (до 60…80 т и более), что чрезвычайно затрудняет их доставку. В таких случаях прибегают к изготовлению монтажных блоков непосредственно на строительной площадке, близ места их установки в сооружение.
Организация изготовления железобетонных изделий на заводах и базах должна обеспечивать, возможно, большую механизацию и автоматизацию производственных процессов.
На заводах и базах наиболее часто применяют два метода организации производства.
Первый метод, называемый стендовым, заключается в том, что элемент в процессе изготовления все время находится на одном месте. Этот способ применяют главным образом при изготовлении крупных деталей большого веса.
Второй метод, называемый конвейерно-поточным, заключается в том, что изготовляемая деталь перемещается по цеху и отдельные производственные процессы (сборка опалубки, установка арматуры, бетонирование, пропаривание) выполняются (каждый) в соответствующих местах цеха.
Конвейерно-поточный метод обеспечивает большую производительность, но может быть применен только для относительно небольших по весу деталей.
При заводском и базовом изготовлении железобетонных элементов применяют деревянную или металлическую опалубку. Качество опалубки имеет большое значение для получения хорошей продукции железобетонных деталей. Металлическая опалубка лучше обеспечивает качество изготовляемых деталей и может быть многократно использована. Поэтому при массовом изготовлении однотипных элементов сборных железобетонных мостов желательно применять металлическую опалубку.
|
|
|
В последнее время железобетонные элементы изготовляют в специальных железобетонных формах - матрицах. Железобетонные матрицы можно использовать многократно. Они обеспечивают точность соблюдения проектных размеров изготовляемых деталей.
|
Арматурные работы (правка, резка, сварка и вязка в сетки и каркасы) на заводе или базе выполняют в специальном цехе.
Арматуру устанавливают в опалубку в виде готовых каркасов и сеток.
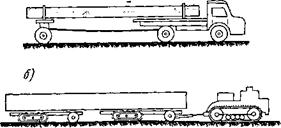
| Рис. 22. Перевозка элементов сборных железобетонных мостов. |
Бетон приготовляют в особом цехе, тщательно соблюдая дозировку составляющих компонентов и ведя систематическую лабораторную проверку образцов выпускаемого бетона.
Укладываемый в крупные детали бетон уплотняют с помощью вибраторов, аналогичных применяемым при бетонировании монолитных конструкций. Более легкие детали вибрируют на виброплощадках.
Для ускорения твердения бетона изделия пропаривают. Пропаривание продолжается 24…48 часов при температуре 70…800С.
Элементы сборных железобетонных мостов перевозят к месту строительства с помощью автомобилей или тракторов. Элементы длиной до 4 м можно доставлять в кузовах автомобилей. Элементы значительной длины перевозят на большегрузных автомобилях с полуприцепами (рис. 22, а). Тяжелые элементы большой длины можно перевозить на нескольких двух-четырех или гусеничных (рис. 22, б) прицепах или на трейлерах с автомобильной или тракторной тягой.
Сборные опоры мостов монтируют с помощью кранов. Опоры, расположенные в воде, собирают плавучими, мачтовыми или стреловыми кранами. На суше монтаж опор удобнее вести самоходными кранами.
Элементы сборных пролетных строений можно устанавливать различными методами.
|
|
|
При небольшом весе элементов и сборке их на сухом месте можно применять самоходные краны (рис. 23, а). Сборка моста с небольшими пролетами может быть осуществлена и краном, перемещающимся по собираемой конструкции. При постройке путепроводов через железнодорожные пути удобно пользоваться железнодорожными кранами, имеющими большую грузоподъемность.
При весе блоков более 10…15 т обычные самоходные краны уже неприменимы. Тогда используют специальные монтажные краны. Довольно распространено применение портальных кранов, перемещаемых
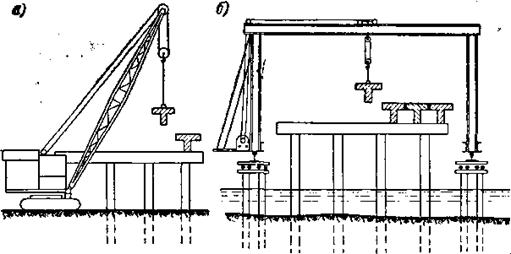
Рис. 23. Схемы монтажа сборных пролетных строений.
по специальным эстакадам (рис. 22, б). Портальные краны удобны и надежны в работе, однако устройство эстакад обходится дорого.
Другим видом специальных кранов, применяемых для установки тяжелых блоков сборных пролетных строений, является так называемый шлюзовой кран (рис. 24).
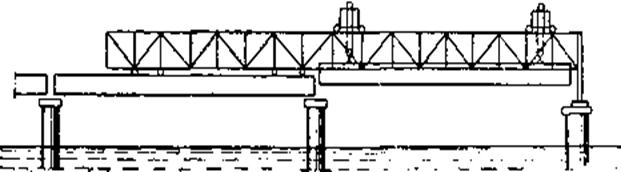
Рис. 24. Схема установки блоков пролетных строений шлюзовым краном.
Шлюзовой кран имеет две металлические фермы: каждая ферма опирается двумя точками на собранную конструкцию моста, а третьей точкой (передним концом) - на впереди стоящую опору. Балку, которая должна быть установлена, подают на последнее собранное пролетное строение моста, непосредственно под конструкцию крана (рис. 24). Затем ее подвешивают к тележкам, перемещающимся по специальным путям вдоль крана, и выкатывают на этих тележках в соседний пролет. Далее балку опускают на опоры (рис.24) и поперечной передвижкой устанавливают в проектное положение.
Блоки пролетных строений часто устанавливают в пролеты путем продольной надвижки. Надвижку удобно осуществлять на тележках, по специальному накаточному пути, расположенному на легкой временной эстакаде. Доведенные до собираемого пролета блоки перемещают в поперечном направлении на свое место, по путям, уложенным на головных частях опор моста.
В сборных арочных мостах сначала монтируют арки. Если арки составлены из двух блоков-полуарок, то их доставляют к месту установки, опирают на пятовой шарнир и затем поднимают на место
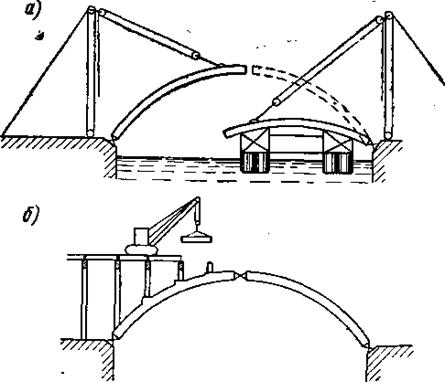
Рис.25. Монтаж сборного арочного моста.
путем поворота (рис. 25, а). Если арки составлены из большого числа блоков, то для их монтажа устраивают временные промежуточные опоры.
|
|
|
После окончания сборки арок монтируют надарочное строение (рис.25, б).
В процессе монтажа сборных конструкций производят объединение установленных блоков в единую конструкцию, называемое омоноличиванием.
Во время омоноличивания надо следить за тем, чтобы конструкция не подвергалась нагрузкам и сотрясениям до того, как бетон, уложенный в стыки между блоками, не приобретает достаточной прочности.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 718; Нарушение авторских прав?; Мы поможем в написании вашей работы!