КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Кутові з'єднання елементів меблевих виробів
|
|
|
|
Більшість меблевих виробів мають прямокутну форму, тобто деталі, складальні одиниці і групи з'єднуються під прямим кутом. Найбільш поширене з'єднання брусків — шипове. Воно складається з двох елементів — шипа і провушини або гнізда (рис. 3). Залежно від необхідної міцності з'єднань і товщини деталей може бути виготовлено один, два, три і більше шипів. Збільшення кількості шипів збільшує площу склеювання, а значить, і міцність з'єднання, і виробу в цілому. Згідно з ГОСТ 9330—76, шипові з'єднання брусків бувають кутові кінцеві, кутові серединні і кутові ящикові.
Кутові кінцеві з'єднання брусків (рис. 3). Розміри шипів і інших елементів кутових кінцевих з'єднань повинні бути виконані згідно з ГОСТ 6449.1^—82. Розміри і форма деталей і їх з'єднувальних елементів визначаються кресленням. Для перенесення цих розмірів на деталь і точного її виготовлення необхідно зробити розмітку підготовленим інструментом. Розмічають деталі за допомогою кутника, загостреного олівця і рейсмуса, проводячи всі риски з лицьової сторони. Однакові деталі краще розмічати разом, для чого розміщують їх поряд і скріплюють.
Для того щоб розмітити деталі брусків, на внутрішніх кромках яких буде відібрана фаска або кальовка, необхідно передбачити менші ширину і довжину шипа із сторони відбірки. Провушину розмічають згідно з розмірами шипа. В'язки брусків, на кромці яких вибирають паз, ширину шипа і довжину провушини або гнізда, роблять меншими на глибину паза. При розміщенні паза з обох сторін бруска довжина гнізда повинна бути меншою ніж на подвійну глибину паза.
При виготовленні з'єднувальних елементів на деревообробних верстатах розмітки не роблять. Регламентують розміри шипів, провушин або гнізд точним настроюванням різальних інструментів, подавальних і напрямних органів деревообробних верстатів, які забезпечують високу продуктивність праці і точність обробки деталей.
|
|
|

Рис. 3. Кутові кінцеві з'єднання:
а — на шип відкритий наскрізний одинарний УК—1, б — те ж, двійний УК—2, в — те ж, трійний УК —3, г — на шип з півпотемком ненаскрізний УК—4, д —на шипз потемком наскрізний УК—5, є — на шип з потемком ненаскрізний УК — 6, є —те ж, наскрізний УК — 7, ж— на шипи круглі вставні ненаскрізні і наскрізні УК —8, з — на «вус» з вставним ненаскрізним круглим шипом УК—9, і— те ж, з плоским шипомУК—Ю, к — на «вус» з вставним наскрізним плоским шипом УК—11
Кутові серединні (таврові) з'єднання брусків і щитів застосовують для збільшення міцності столярних і меблевих виробів. Кутові серединні з'єднання брусків бувають різних конструкцій і виконуються різними способами (рис. 4). Інструменти, що застосовуються для виготовлення таврових з'єднань, послідовність виконуваних операцій і вимоги до розмічування такі ж, як і для виготовлення кутових. Гнізда і отвори виконують вручну за допомогою доліт і стамесок. Ці операції ефективніше виконувати на дерево обробних верстатах: ланцюгово-довбальних (ДЦА-2, ДЦА-3) або свердлильно-пазувальних (СвПА-2, СвПА-3).
Таврові з'єднання щитів здійснюють за допомогою круглих вставних шипів (шкантів). Розмітку отворів для них роблять за шаблонами, а потім висвердлюють дреллю. В механізованому виробництві ці операції, не розмічаючи, виконують на настроєних деревообробних верстатах СГВП-1, СГВП-2 або ж на аналогічних зарубіжних, що значно ефективніше.
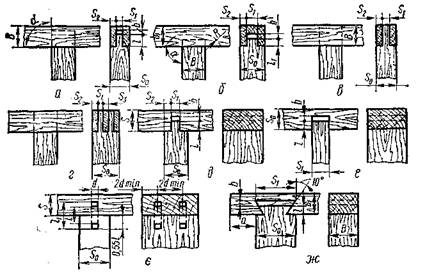
Рис. 4. Кутові серединні (таврові) з'єднання:
а — на шип одинарний ненаскрізний УС—1, б — те ж, в паз УС—2, в —на шип одинарний наскрізний УС—3, г — на шип двійний наскрізний УС—4, д — в паз і гребінь ненаскрізний УС 5, е — в паз ненаскрізний УС—6, є — на шипи круглі вставні ненаскрізні УС—7, ж — на шип «ластівчин хвіст» ненаскрізний УС—8
|
|
|
Кутові з'єднання ящиків, коробок і щитів. Для цих з'єднань застосовують різноманітні ящикові шипи (рис. 5). Вони можуть бути наскрізними, напівпотайними і потайними (вставними). При виготовленні кутових ящикових з'єднань на одному торці деталі роблять шипи, а на другому — провушини, тому точність виготовлення стінок ящиків або коробок повинна бути високою (ГОСТ 9330—76).
При кутовому з'єднанні на прямі ящикові шипи на кінці деталі за допомогою рейсмуса відкладають товщину деталі, що приєднується. Розмічають з'єднувальні елементи, наносячи риски на обидві сторони деталі і торці. Розмітку провушин слід виконувати з урахуванням щільності з'єднань. Провушини видовбують долотом або стамескою спочатку з однієї сторони до половини деталі, а потім в другої. Після виготовлення провушин деталь цим торцем встановлюють на площину спряжувальної деталі під прямим кутом і розмічають шипи.
Якщо треба, щоб з однієї сторони з'єднання не було видно шипів, його роблять напівпотайним. Для цього деталь, на одній стороні якої не буде видно торців шипів (передня стінка ящика), виготовляють на V4 товстішою, ніж деталь, що приєднується (бокова стінка ящика). Однак всі ящикові з'єднання найраціональніше розмічати за допомогою шаблонів. Для виготовлення всіх видів ящикових шипів застосовують шипорізні верстати різних конструкцій, але найчастіше верстат ШПА40 для прямого ящикового шипа та ШЛХЗ — для шипа «ластівчин хвіст». їх настроюють за еталонами; це не потребує розмітки на деталях.
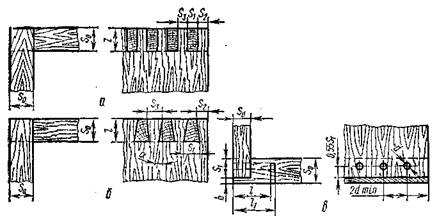
Рис. 5. Кутові ящикові з'єднання;
а — на шип прямий відкритий УЯ— 1, б — на відкритий шип «ластівчин хвіст» УЯ—2, в — на відкриті круглі вставні шипи УЯ—З
Проте в конструкціях сучасних меблів найширше застосовуються з'єднання щитів на круглі вставні шипи (шканти). Це найбільш продуктивний і економічний вид. Круглі вставні шипи виготовляють на круглопалкових верстатах КПА20, а отвори для них — на свердлильних верстатах СГВП-1, СГВП-2, а також на аналогічних верстатах зарубіжних фірм.
[ 1 ] 2
Вступний інструктаж
3.1. аналіз зразкового виробу, його призначення і характеристика;
3.2. аналіз технологічної карти; характеристика обладнання та інструментів;
3.3. демонстрація прийомів виконання операцій;
3.4. правила техніки безпеки;
4. Фізкультхвилинка
5. Самостійна робота учнів
5.1. поточний інструктаж;
5.2. контроль за організацією робочого місця, виконанням роботи;
5.3. збір даних для заключного інструктажу.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 1202; Нарушение авторских прав?; Мы поможем в написании вашей работы!