КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор универсальных измерительных средств
Методические указания
При решении задачи необходимо руководствоваться заданием, указанным в таблице 1, приложения А в соответствии с заданным вариантом.
Согласно индивидуальному варианту требуется выполнить следующие работы.
1. По заданным номинальному размеру посадки и значениям предельных отклонений размеров вала и отверстия необходимо определить предельные значения размеров, допуски размеров, минимальный и максимальный зазор или натяг в соединении, а также установить квалитет, посадку, систему, в которой она выполнена, пользуясь справочной литературой [3, 8, 9] найти условные обозначения полей допусков, соответствующие заданным предельным размерам деталей в цифровом выражении, а также установить соответствующую шероховатость поверхностей деталей и рекомендуемый способ их механической обработки.
2. Начертить схему расположения полей допусков соединения, эскизы соединения и отдельных деталей (втулки и вала) с обозначением размеров, допусков и шероховатости поверхностей.
Квалитет, систему и наименование посадки устанавливают, исходя из номинального размера соединения и предельных отклонений размеров деталей в цифровом выражении.
Стандартами установлены две системы посадок: система отверстия и система вала. В автотракторной промышленности и сельхозмашиностроении более предпочтительное применение имеет система отверстия, чем система вала, главным образом, вследствие применения меньшего количества специального режущего инструмента и контрольно-измерительных средств.
Система вала применяется в конструкциях машин при разных посадках нескольких деталей на вал, при соединении стандартных деталей и узлов, выполненных по системе вала (например, наружного диаметра наружного кольца подшипника).
Установление наивыгоднейшего квалитета размеров деталей имеет большое практическое значение, так как от этого зависит надежность, долговечность и экономичность производства машин. При установлении квалитета следует учитывать особенности конструкции и технологии изготовления деталей и особенно завершающих операций, допускаемые отклонения размеров, допуски формы и расположения поверхностей детали, условия контроля и др.
5-й квалитет при производстве деталей тракторов и грузовых автомобилей обычно не применяется.
6-й квалитет является основным при обработке шеек коленчатых и распределительных валов, посадочных мест под подшипники качения, а также при изготовлении деталей коробки скоростей и др.
По 7 и 8 квалитетам изготовляют ответственные узлы автомобилей и сельскохозяйственных машин, посадочные отверстия деталей тракторов и т.д.
8, 9 и 10 квалитеты применяются при изготовлении менее точных деталей тракторов, сельскохозяйственных и других машин.
Выбор посадок. Посадки сопрягаемых деталей выбирают, исходя из конструктивных и эксплуатационных условий, передаваемых крутящих моментов, герметичности, центрирования, обеспечения относительной подвижности или неподвижности деталей, а также на основании предварительного расчета, по аналогии с ранее проверенными практикой подобными соединениями [3].
Шероховатость поверхностей сопрягаемых деталей устанавливают в зависимости от назначения деталей, заданного номинального размера, квалитета (величины допуска) и посадки. После установления квалитета и значений шероховатости поверхностей назначают экономические виды окончательных механических обработок деталей.
Эскизы деталей исоединения приводятся в произвольном масштабе. Предельные отклонения указываются на чертежах непосредственно после номинального размера принятыми буквенными обозначениями и числовыми значениями.
Для наглядности поля допусков деталей и посадок изображаются в виде прямоугольников, ширина которых берется приблизительно равной 25 мм, длина – 40 мм относительно нулевой линии, соответствующей номинальному размеру соединения.
Все предельные отклонения с соответствующими знаками (+ или -) на схемах проставляются в микрометрах (мкм) против границ полей допусков.
Пример. Определить предельные отклонения, допуски, зазоры и натяги, допуск посадки, обозначить посадку и предельные размеры на чертежах, построить схему расположения полей допусков деталей цилиндрического соединения.
Задано соединение с размерами:
а) отверстие (D) -  ;
;
б) вал (d) -  .
.
Решение. Номинальный размер соединения dн.с.= 28 мм.
Предельные отклонения отверстия:
верхнее отклонение ЕS = +0,053 мм; нижнее отклонение EI = + 0,020 мм.
Предельные отклонения вала:
верхнее отклонение es = 0; нижнее отклонение е i = – 0,021 мм.
Предельные размеры отверстия:
- наибольший - Dmax = Dн + ЕS = 28,000 + 0,053 = 28,053 мм;
- наименьший - Dmin = Dн + EI = 28,000 + 0,020 = 28,020 мм.
Предельные размеры вала:
- наибольший- dmax = dн + es = 28,000+0=28,000 мм;
- наименьший - dmin = dн + е i = 28,000+(-0,021)=27,979 мм.
Допуски размеров:
- отверстия - ТD = Dmax - Dmin = 28,053-28,020=0,033 мм
- вала - Тd = dmax - dmin = 28,000 -27,979=0,021 мм.
Зазоры:
- наибольший зазор - Smax = Dmax - dmin = 28,053 – 27,979 = 0,074 мм.
- наименьший зазор - Smin = Dmin - dmax = 28,020-28,000=0,020 мм.
В данной посадке имеются зазоры, значит, она относится к группе посадок с зазором.
Допуск посадки: Ts = Smax - Smin = 0,074 - 0,020 = 0,054 мм.
В том случае, когда расчетная величина зазоров (Smax и Smin) получается со знаком (-), следует, что соединение задано по посадке с натягом и зазоры (Smax и Smin) необходимо заменить на натяги (Nmax и Nmin) с противоположным знаком (+).
Если же в результате расчета получаем Smax со знаком (+), а Smin со знаком (-), то следовательно соединение задано по переходной посадке, в которой минусовое значение Smin является максимальным натягом Nmax с противоположным знаком (+).
Строим схему расположения полей допусков деталей. На схеме расположения полей допусков деталей дано наглядное представление о наличии в посадке зазоров (Рис.1.1).
Рис.1.1 Схема расположения полей допусков отверстия и вала
По таблицам [3] устанавливаем, что предельные отклонения вала (es = 0 и ei = - 21 мкм) соответствуют предельным отклонениям основного вала седьмого квалитета (h7), а предельные отклонения отверстия (ES = +53 мкм и EI = +20 мкм) соответствуют полю допуска F8. Следовательно, дана посадка с зазором в системе вала.
Обозначение посадки на чертеже:
буквенное - Ø числовое - Ø
числовое - Ø
Обозначение допусков размеров деталей соответственно:
отверстия –  F8 и
F8 и  ; вала - h7 и
; вала - h7 и  .
.
Обозначения посадки, предельных размеров деталей и шероховатости поверхности показаны на рис.1.2.
По справочнику [3] принимаем шероховатость поверхности отверстия Ra = 1,6 мкм, а вала – Ra = 0,8 мкм, а также находим, что окончательной обработкой отверстия является растачивание тонкое, а закаленного вала - чистовое круглое шлифование.
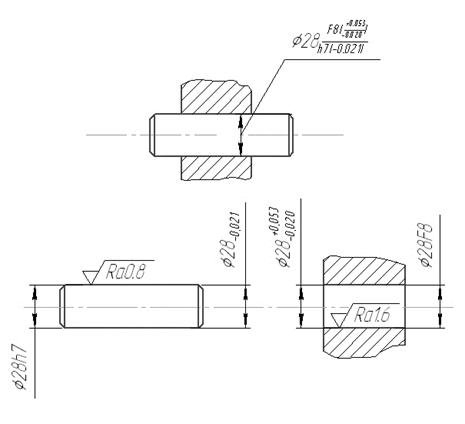
Рис. 1.2 Варианты обозначения посадки и размеров деталей
|
|
Дата добавления: 2014-10-15; Просмотров: 397; Нарушение авторских прав?; Мы поможем в написании вашей работы!