КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Аксонометрические проекции
ГОСТ 2.317-68 устанавливает следующие аксонометрические проекции: Прямоугольные проекции
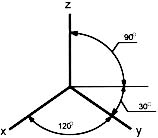
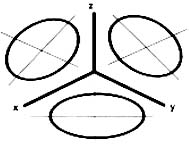
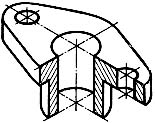
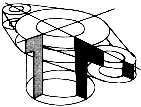
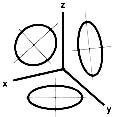
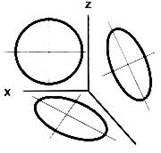
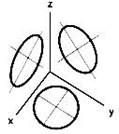
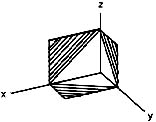
Изометрическая проекция (расположение осей рис.1,а) для упрощения выполняют без искажения по осям х,y,z. Окружности (рис.1,б), лежащие в плоскостях, параллельных плоскостям проекций, изображаются эллипсами, у которых направление малой оси совпадает с направлением оси, не входящей в плоскость, а большая ей перпендикулярна. При этом малая ось равна 0,71 диаметра окружности, а большая - 1,22.
| а) | б) | в) |
| 
| 
|
Рис. 1 Последовательность выполнения аксонометрической проекции
| 
|
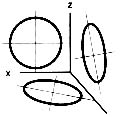
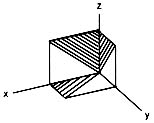
Диметрическая проекция (рис. 2) выполняется без искажения по осям x и z, с коэффициентом искажения 0,5 по оси y. Окружности (рис.2,б), лежащие в плоскостях проекций, проецируются в эллипсы, у которых большая ось эллипсов равна 1,06 диаметра окружности, а малая ось в плоскости xz (или ей параллельной) - 0,95, а в других плоскостях 0,35. Направление осей определяется так же, как в изометрии: направление малой оси совпадает с направлением оси, не входящей в плоскость, а большая ей перпендикулярна.
| а) | б) | в) |
| 
| 
|
Рис. 2 Косоугольные проекции
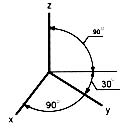
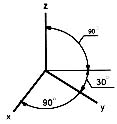
Фронтальная изометрическая проекция (рис. 3) выполняется без искажения по осямx, y и z. Допускается применять с углом наклона оси y - 30 ° и 60°. Окружности (рис.3,б), лежащие в плоскостях проекций, параллельных фронтальной плоскости, проецируются в окружности, а окружности, лежащие в плоскостях проекций, параллельных горизонтальной и профильной плоскостям проекций, проецируются в эллипсы. Большая ось эллипсов равна 1,3, а малая ось - 0,54 диаметра окружности. Большая ось эллипса плоскости xy составляет с осью x угол 22°, большая ось эллипса плоскости yz составляет 22° с осью z.
| а) | б) | в) |
| 
| 
|
Рис. 3
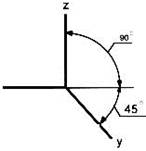
Горизонтальная изометрическая проекция (рис. 4) выполняется без искажения по осям x, y
и z. Допускается применять с углом наклона оси y - 45 ° и 60 ° сохраняя угол между осями x и y 90 ° Окружности (рис.4,б), лежащие в плоскостях проекций, параллельных горизонтальной плоскости, проецируются в окружности, а окружности, лежащие в плоскостях проекций, параллельных фронтальной и профильной плоскостям проекций, проецируются в эллипсы. Большая ось эллипсов равна 1,37, а малая ось - 0,37 диаметра окружности. Большая ось эллипса плоскости xz составляет с осью z угол 15 °, большая ось эллипса плоскости yz составляет 30 ° с осью z.
| а) | б) | в) |
| 
| 
|
Рис. 4
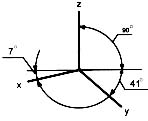
Фронтальная диметрическая проекция (рис. 5) выполняется без искажения по осям x, и z, по оси y равен 0,5. Окружности (рис.5,б), лежащие в плоскостях проекций, параллельных фронтальной плоскости, проецируются в окружности, а окружности, лежащие в плоскостях проекций, параллельных горизонтальной и профильной плоскостям проекций, проецируются в эллипсы. Большая ось эллипсов равна 1,07, малая ось - 0,33 диаметра окружности. Большая ось эллипсов плоскости xy составляет с осью x угол 7 °, большая ось эллипса плоскости yz составляет 7 ° с осью z.
| а) | б) | в) |
| 
| 
|
Рис. 5
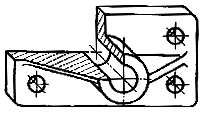
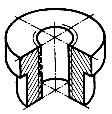
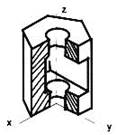
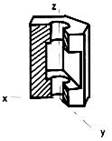
Условности в аксонометрических проекциях. Линии штриховки (рис.6) сечений наносят параллельно одной из диагоналей проекций квадрата, лежащих в соответствующих координатных плоскостях, стороны которого параллельны аксонометрическим осям. При нанесении размеров выносные линии проводят параллельно аксонометрическим осям, размерные линии - параллельно измеряемому отрезку. В аксонометрических проекциях спицы маховиков, ребра жесткости и подобные элементы штрихуют. Условности при изображении зубчатых колес, реек, червяков, резьб остаются как на комплексных чертежах. Допускается применять другие аксонометрические проекции.
| а) | б) | в) |
| 
| 
|
Рис. 6

| 
| 
| 
|

| 
|
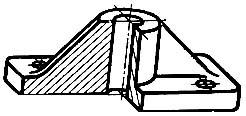
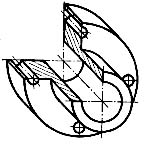
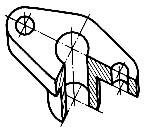
Рис. 7. Примеры построения простой детали а различных аксонометрических проекциях 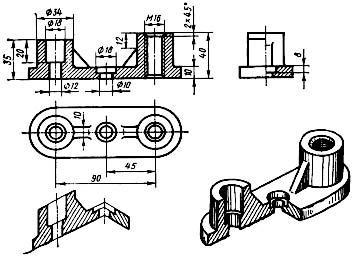 Рис. 8. Пример построения изометрии по комплексному чертежу
Рис. 8. Пример построения изометрии по комплексному чертежу
Приложение 6.
Условные изображения швов сварных соединений.
ГОСТ 2.312-68
Швы сварных соединений условно изображают: видимые швы - сплошными основными линиями, невидимые швы - штриховыми линиями; швы соединений внахлестку, точечные и роликовые - штрих пунктирными линиями; швы соединений внахлестку, выполненных в отверстиях, - знаком " + ". Примеры условного изображения швов сварных соединений даны в. При этом границы шва изображают сплошными основными линиями. На изображении двустороннего шва контур отдельного шва, сваренного особым способом (например, полуавтоматическим) штрихуют или зачерняют.
Обозначение швов состоит из: а) буквенного обозначения шва, метода сварки и, при необходимости, способа сварки; б) условного графического знака; в) размера сечения шва в мм;
г) длины шва в мм; вспомогательного знака. Дополнительные обозначения швов сварных соединений из: а) буквы, определяющей вид сварного соединения: С - стыковое, У - угловое,
Т - тавровое, Н - внахлестку; б) цифры, определяющей тип сварного соединения по
С11 ГОСТ 8713-70. Для швов, выполненных дуговой электросваркой, буквенное обозначение вида сварки (Э) в основном обозначении не проставляется. Перед буквенными обозначениями вида сварки проставляют буквенное обозначение способа выполнения сварки: Р - ручной,
П - полуавтоматической, А - автоматический. Между буквенными обозначениями вида и способа сварки ставят тире. При выполнении сварки одним и тем же способом в обозначении каждого шва не ставят, а дают указание об этом в технических требованиях. Условные графические знаки швов. выполняют сплошными тонкими линиям и высотой 4-7 мм. Расстояние между смежными линиями знака должно быть не мене 0,8 мм. Для двусторонних швов знак строят из знаков односторонних швов, расположенных с двух сторон сварного соединения. Допускается в основных обозначениях швов не указывать размеры сечения шва и длину шва.
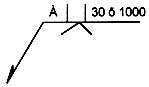
Основное обозначение шва сварного соединения проставляют над и под полкой линии-выноски, которую заканчивают односторонней стрелкой, указывающей место видимого шва. Основные обозначения швов наносят: над полкой, когда лицевая сторона шва находится на той стороне соединения, на которой находится стрелка линии-выноски на чертеже (рис. а) и, в противном случае, под полкой (рис. б). Положение знака под полкой перевернуто. Построение основных обозначений швов сварных соединений
Знаки в основных обозначениях на чертежах проставляются в следующем порядке:
а) для швов стыковых соединений: буквенное обозначение вида сварки; условный графический знак; толщину шва а; длину шва l
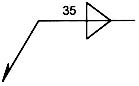
Пример обозначения одностороннего шва на остающейся подкладке со скосом двух кромок, выполненного дуговой электросваркой, толщиной шва 10 мм и длиной 1000 мм (рис.1,а).
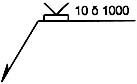
Пример обозначения двустороннего шва, выполненного дуговой электросваркой по ручной подварке, без скоса кромок, толщиной шва 30 мм и длиной шва 1000 мм с Y - образным скосом кромок для ручной подварки (рис.1,б).
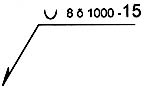
Пример обозначения одностороннего стыкового шва с криволинейным скосом двух кромок, толщиной шва 8 мм, длиной шва 1000 мм, выполненного дуговой электросваркой, с порядковым номером 15 (рис.1,в):
| а) | б) | в) |
| 
| 
|
Рис. 1
б) для швов угловых соединений: буквенное обозначение вида сварки; катет шва К; условный графический знак; толщину шва а; длину шва l.
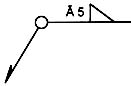
Пример обозначения одностороннего шва без скоса кромок, катетом 5 мм, выполненного по замкнутому контуру газовой сваркой (рис.2,а).
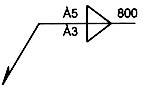
Пример обозначения двустороннего шва без скоса кромок, толщиной шва 5 и 3 мм, выполненного автоматической электродуговой сваркой по длине шва 800 мм (рис.2,б).
Пример обозначения двустороннего шва без скоса кромок с катетами шва 5 мм, выполненного дуговой электросваркой в защитных газах (рис.2,в).:
| а) | б) | в) |
| 
| 
|
Рис. 2
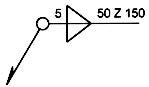 Рис. 3 Рис. 3
| в) для швов тавровых соединений: буквенное обозначение вида сварки; катет шва К; условный графический знак; толщину шва а; длину провариваемого участка l прерывистых швов или диаметр точки d для точечных швов. Пример обозначения шва без скоса кромок, толщиной 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, с шахматным расположением участков, выполненного по замкнутому контуру дуговой электросваркой. |
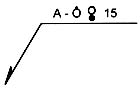 Рис. 4 Рис. 4
| в) для швов соединений внахлестку,выполненных в прорезном отверстии с проплавлением: буквенное обозначение вида сварки; условный графический знак; диаметр отверстия или ширину прорези для швов с круглым или удлинен- ным отверстием или ширину проплавления для швов с проплавлением d. Пример обозначения одностороннего шва с проплавлением при ширине проплавления 15 мм, выполненного автоматической дуговой электросваркой под флюсом. |
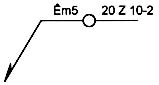 Рис. 5 Рис. 5
| в) для швов соединений внахлестку, выполненных контактной сваркой: буквенное обозначение вида сварки; диаметр точки для точечных швов или ширину шва для роликовых швов d, условный графический знак; расстояние между точками е1 или длину проваренного участка роликового прерывистого шва l, знак, характеризующий взаимное расположение точек или участков (вспомогательный знак); расстояние между рядами точек е2 или шаг прерывистого роликового шва t; количество рядов точек n |
Пример обозначения двухрядного точечного шва, диаметром точки 5 мм и расстоянием между точками 20 мм, при шахматном расположении точек и расстоянии между рядами точек 10 мм.
Приложение 7.
Шероховатость поверхности и ее обозначение на чертежах
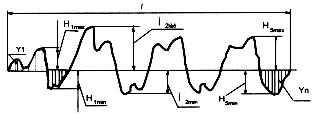 Рис. 1 Рис. 1
| ГОСТ 2789-73 устанавливает параметры шероховатости Ra и Rz. Rz = (y1+ y2+...+ yn) / n - среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины, где y - расстояние между любой точкой профиля и средней линией; n - число значений y.(рис.1) |
Rz = (H1min +...+ H2min) / 5 - среднее арифметическое абсолютных значений отклонений точек пяти наибольших максимумов и пяти наибольших минимумов профиля (рис.1).
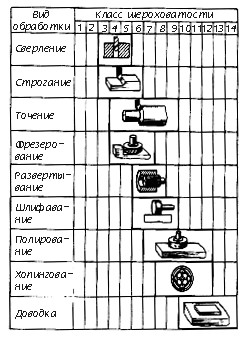
Степень шероховатости поверхности определяется ее классом чистоты. При этом Ra указывается без символа, а Rz - с символом. В табл. 1 даны классы чистоты поверхности по значениям параметров Ra и Rz.
Чистота поверхности зависит от способа обработки и инструмента, которым выполняется та или иная технологическая операция. В табл. 2 показано, какими операциями можно достигнуть той или иной чистоты поверхности.
| Таблица 1 | Таблица 2 | ||||||||||||||||||
| 
|
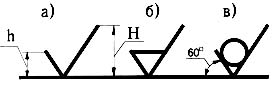
ГОСТ 2.309 - 73 устанавливает обозначение шероховатости поверхностей и правила нанесения их на чертежах изделий. Высота h (cм. рисунок) знаков шероховатости равна высоте размерных чисел, высота Н равна 1,5 -..... 3h. Толщина линий знаков равна половине толщины основной линии.
Знак (рис.2,а) применяют для обозначения шероховатости поверхности, не устанавливаемой конструктором. Знак (рис. 2,б) применяют для поверхности, образованной удалением слоя материала (точением, сверлением и т.п.). Знак (рис. 2,в) для поверхности, образованной литьем, ковкой и т.п. (т.е. без удаления слоя материала).
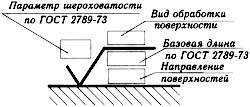
На рис. 3 показана структура обозначения шероховатости. Вид обработки поверхности указывается только в случае ее единственности. Направление неровностей приводят только при необходимости.
| 
|
| Рис. 2 | Рис. 3 |
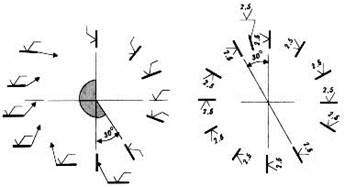 Рис. 4 Рис. 4
| Обозначение шероховатости на чертеже (рис.4) располагают на линиях контура, выносных линиях или на полках линий-выносок, а при недостатке места - на размерных линиях или их продолжении. Если знак имеет полку, обозначение шероховатости располагают относительно основной надписи (рис. 4,а), без полки - рис. 4,б. Если изображение с разрывом, то знак наносят ближе к месту, где указан размер. |
Обозначение шероховатости поверхностей зубчатых колес, эвольвентных колес, и т.д. условно наносят на линии делительной поверхности. Шероховатость профиля резьбы наносят на выносной линии, размерной линии или ее продолжении. Если шероховатость поверхности различна, то поверхность разграничивают сплошной тонкой линией и наносят размеры и знаки шероховатости на каждом участке.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение помещают в правом верхнем углу чертежа (рис.5). Размеры знака в обозначении больше, чем на чертеже, в полтора раза.
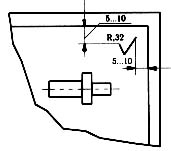 Рис. 5 Рис. 5
| 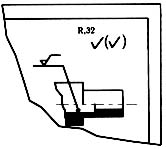 Рис. 6 Рис. 6
| При одинаковой шероховатости - преобладающей части поверхности изделия - обозначение помещают в правом верхнем углу чертежа, а в скобках знак (рис. 2,а), что означает: поверхности, шероховатость которых на чертеже не указана, должны иметь знак, поставленный перед скобками. Например, на рис. 6, в знак перед скобкой относится ко всей поверхности, кроме отверстий и паза. Размеры знака в скобке должны быть такие же, как у знаков, нанесенных на изображении. |
|
|
Дата добавления: 2014-11-06; Просмотров: 964; Нарушение авторских прав?; Мы поможем в написании вашей работы!